2014/01/09
セミ・スクラッチ 形式5230
気が付けば前回の更新からほぼ半年ぶりの更新。
これまでも何度か書いている様に、いつでも工作に取り掛かれる様に常に工作机の上に仕掛中のまま置いているのだが・・・。
その仕掛中の5230を横目に見ながら、やっていることは釣り関係のことばかり。
そんな折、昨年末のことだが、小生が所属している鉄道模型クラブのKKCの会員であるSさんから新年運転会のご案内を頂いた。そのお誘いの中の文面にブログを拝見しますと釣りにお忙しいようですが、鉄道模型もたまには如何でしょうか。もしお見え頂けるなら製作中の5230を拝見したいものですとあった。
この文面に触発され重い腰を上げて5230工作の続きを・・・・。
と云っても、その気になったのは2014年になってからのことで、運転会には間に合わないだろうが、兎に角出来る所までやってSさんに見て頂こうと思った次第。
 再開の手始め、と云うより頓挫した理由は、作成済みの安全弁の出来がもう一つ気に入らず、気に入らなければ作り直せば良いものを、その気にもならず放置状態になっていた安全弁を作り直した。
再開の手始め、と云うより頓挫した理由は、作成済みの安全弁の出来がもう一つ気に入らず、気に入らなければ作り直せば良いものを、その気にもならず放置状態になっていた安全弁を作り直した。
2013/07/30
セミ・スクラッチ 形式5230
ハンドレールを取り付けた。
ハンドレールノブは手持ちの市販品を使う予定だったが、高さが合わなかったので0.6mmの真鍮線を削って作った半甲線を使った。写真には写っていないが、こちらの方がノブの頭が小さくて小生の好みに合っている。
所が・・・・、ボイラーの扉のハンドレールノブは市販品を使っていることをすっかり忘れていた(汗)
 半田付けする前に確認すれば良かったのだが、ノブの頭の大きさが違ってしまうことなど、完全に意識の外のことだった。
半田付けする前に確認すれば良かったのだが、ノブの頭の大きさが違ってしまうことなど、完全に意識の外のことだった。
正直に云うと、このブログを書いている時に初めてノブの頭の大きさが違ってしまったのではないかと思いを致し、既に出来ているボイラーの扉を手に取って確認した次第。
ア~ァ・・・・・・
ハンドレールをキャブの妻板に固定するフランジも半田付けした。
この辺りになると、狭い所に鏝先を突っ込んで半田付けをしなければならないので、5mm径の銅棒を加工して作った鏝先を使用した。
その甲斐があって半田付けは上手く行ったが、こうして見てみると、想像していた通りやっぱりオーバースケールだった。
しかし、これ以上小さく作るのは小生の技量では到底出来るものではないし、前述のノブの頭の大きさの違いも含めて、目を瞑ろう。
次いで、屋根の上の汽笛へ蒸気を送る配管(?)を半田付けした。
2013/07/15
セミ・スクラッチ 形式5230
資料の写真を見ると、ボイラーに沿って取り付けられているハンドレールがキャブの妻板に突き当たる部分は、フランジを介して固定されているのがはっきりと写っている。しかも、角度にもよるのだろうが、このフランジが意外に目立っている。
であれば、省略する訳には行かないだろうと云うことで、フランジの作成に掛かった。
フランジの鍔に当たる部分は0.2mmの真鍮板、ハンドレールが突き刺さる部分は内径0.4mm・外形0.8mmの真鍮パイプ、ボルトは0.4mmの真鍮線。
とまぁ、模型なので多少のデフォルメは当然あり得るし、オーバースケールになっても仕方がないだろう。
この様な形状の物を作成する際には、材料の真鍮丸棒を旋盤で所定の太さに切削した後、その材料をボール盤等で所定の位置に所定の穴を開けて、再度旋盤で所定の厚さに切断して、ボルトやナットを表現する真鍮線を埋め込んで・・・・。とまぁ、普通は先輩諸兄もこんな手順で作成しているんだろうと思う。
そして、小生も何の疑いもなく材料を旋盤で所定の太さに切削した所で、フト考えた。
このフランジの鍔の部分の厚みは0.2mm。対して、切断する際に使う突っ切りバイトの厚みは0.6mm。つまり、フランジ1個に対してその3倍の真鍮を切り粉にしてしまう計算になり、如何にも勿体無い。
 そこで、0.2mm厚の真鍮板の小片を必要な枚数だけ真鍮の丸棒に半田付けしたものを、旋盤で所定の太さに切削する方法はどうだろうか? この方法であれば半田を溶かしてバラバラにすれば、切断して無駄な切り粉を出すこともない。
そこで、0.2mm厚の真鍮板の小片を必要な枚数だけ真鍮の丸棒に半田付けしたものを、旋盤で所定の太さに切削する方法はどうだろうか? この方法であれば半田を溶かしてバラバラにすれば、切断して無駄な切り粉を出すこともない。
早速、試してみた所、旋盤で所定の太さに切削するのは問題なく通過。
しかし、その次の段階の穴あけで、0.4mmのドリルの刃を折ってしまい最後の工程まで行けず、残念ながら、評価不能。
次に、0.2mmの真鍮板の小片を丸棒に半田付けした後、所定の太さにまで切削せずに荒削りした所で、穴あけ作業に入り、その後再度旋盤に咥えて所定の太さになる様に切削する方法に変えてみた。
つまり、2mm内外の狭い場所に穴あけをするのか、多少大きめの材料に穴あけをするのかの違いなのだが、当然結果は同じなのだが、後者の方が気分的に楽な気がした。
そして、イヨイヨ切り離し作業。
この暑い時期に熱源となる半田ごてを持ちたくはないが、土台にした真鍮棒に熱を奪われて半田が溶け難い面はあったものの、その点に気を付けて少し半田ごての温度を上げれば問題なし。
そうこうして出来上がったフランジを整形して仕上げに掛かろうと、半田ごてのスイッチを入れて熱が上がるのを待って・・・・。
所が、幾ら待っても上がる所かドンドンと下がって手で触れられる位になってしまった。
ついさっきまで何の問題もなかったのに・・・・。
チェックするとヒーター切れ(涙)
2013/07/06
セミ・スクラッチ 形式5230
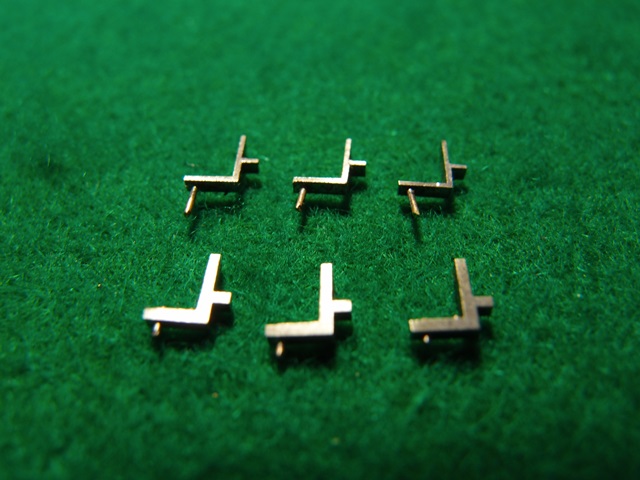
 3個を貼り合せて加工している内は何とも思わなかったが、バラしてみると支柱に当たる部分や底辺に当たる部分がやけに厚く感じてしまった。
3個を貼り合せて加工している内は何とも思わなかったが、バラしてみると支柱に当たる部分や底辺に当たる部分がやけに厚く感じてしまった。
実は、このランプ掛けはデッキの上に独立して設置されているので、模型化に当たっては強度を考えて支柱の厚みを0.5mmにしていた。つまり、実物換算で4cmとかなり分厚いものだったが、やむを得ないと思っていた。
しかし、バラしてみると、その厚みが気になって仕方がない。写真では良く判らないが、1mmの幅に対して厚みがその半分で、余計にその厚みが強調されてしまう結果となってしまった。
と云う訳で、作り直し・・・・。
今度は0.3mmの厚みで再作成した。写真で見てもかなり薄く仕上がっているのが判るが、強度は果たして・・・・???
2013/07/05
セミ・スクラッチ 形式5230
 この所、風や雨のため釣行も儘ならないので、鉄模で余生を楽しむことに・・・。
この所、風や雨のため釣行も儘ならないので、鉄模で余生を楽しむことに・・・。
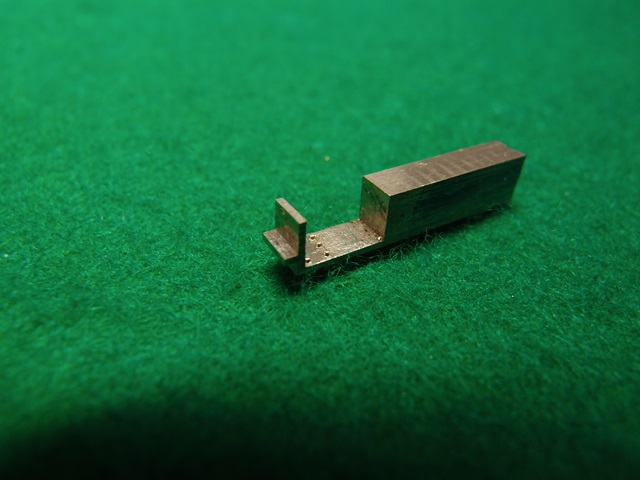
この5230のフロント・デッキには凸を縦にした様な形状のランプ掛けが付いている。
これまでなら、この様なパーツは糸鋸とヤスリでシコシコと作っていた。事実、今回もそうして一旦は作り掛けたし、テンダーのランプ掛けはそうしたアナログ的な作り方によるものだった。
しかし、こうした作り方では、どうしても角が甘くなってしまう。
しかも、先日Sさんに誘って頂いた運転会で拝見したSさんやEさんの緻密な作品が脳裏にチラつき、どうしてもその甘さが気になって仕方がないので、Eさんが駆使されているフライス盤とは比べ様がないほど剛性がないML-210のミーリングアタッチメントで何とかならないものか・・・・と考えた。
普通、この様な形状の物をフライス盤で切り出すとしたら、エンドミルを使うのだろうが、剛性がない場合は刃がが踊って上手く行かないだろうし、折ってしまうことも多いだろう。と云うことで、フライスカッターで何とかならないか・・・。
切り出す素材は、1mm厚の洋白板を3枚重ねて半田付けしたもの。ランプ掛けは左右に一対なので2個しかいらないが、工作の最中にピ~ンと弾き飛ばして紛失することや失敗を考えたことと、材料に剛性を持たせたかったため、3枚を張り合わせ、切り出した後にバラすことにした。
1mm厚のフライスカッターを使って、バイスに縦に咥えた素材の上端部を凸の出っ張った部分を残す様に左右から切り込みを入れ、その後、ランプ掛けの支柱になる厚さを残す様にカッターの位置を下げ素材の横から、ランプ掛けの底辺の厚みを残す様に切り込みを入れ、またカッターの厚み分だけカッターの位置を下げ・・・・、と3回繰り返した。
これが、上手く行った!!・・・・・かな?
この後は、これをバラして、デッキに半田付けするだけだが・・・。
(写真はこのランプ掛けをデッキに取り付けるためのボルトを表現する0.4mmの真鍮線の植え込みを済ませている)
« 古い記事
新しい記事 »

 再開の手始め、と云うより頓挫した理由は、作成済みの安全弁の出来がもう一つ気に入らず、気に入らなければ作り直せば良いものを、その気にもならず放置状態になっていた安全弁を作り直した。
再開の手始め、と云うより頓挫した理由は、作成済みの安全弁の出来がもう一つ気に入らず、気に入らなければ作り直せば良いものを、その気にもならず放置状態になっていた安全弁を作り直した。