
5230製作記(101)下回り(3)
2014/02/04
 釜の下回りで最後の部品作りであるブレーキ関係の工作をした。
釜の下回りで最後の部品作りであるブレーキ関係の工作をした。
ブレーキ関係の工作でいつも難儀しているのがブレーキ・シューの作り方、つまり、タイヤの踏面に当たる制輪子と制輪子頭の段差をどの様に実現するか・・・・。
もう随分と前の話になるし、過去のブログを読み返しても書いていないので定かではないが、この5230の炭水車のブレーキではレールを加工して何とか誤魔化した記憶がある。
今回もその様にしようと思ったが、いつもいつも同じことで悩むのも考え物だし、進歩がなさ過ぎる(汗)
で、改めてこの先もブレーキ・シューの作成に使える旋盤(ML-210)を使った簡単な方法はないか考えてみた。
最初は、動輪のサイズに合う真鍮の丸棒の持ち合わせがなかったので手持ちの快削鋼の丸棒を削り出して段差を表現しようと考えた。しかし、削り出した後の手順、特に1mm厚に切断することと切断した材料を同じサイズに切り揃えることを考えると果たして上手く出来るかどうか自信がない。
そこで、1mm厚の素材を何とか削る方法はないか? つまり、材料に罫書いた上でML-210で削り出せば、削り出した後に罫書き線に従って切り出すことが出来る。
と云う訳で、今度は1mm厚の真鍮板に罫書いた上で、10mm径の真鍮棒に2mm径のビスで固定しその真鍮棒をコレットで咥えて削り出すことを考えた。しかし、これをML-210のモーターで回してバイトを送って削るのは、幾ら非力な旋盤だとしても材料が薄いだけに小生の技量では失敗するのは確実。
さて、どうするか?
と云う訳で、物は試しと材料を咥えているコレットを手で回して、突っ切りバイトを縦方向に0.05mm程度の送りで少しづつ削って見ると、結構綺麗に削れることが解った。勿論、送りの量が少ないので時間が掛るのは仕方がない。と云っても、0.2mmの段差を付ける場合では4回の作業で済むので大したことにはならない。それよりも綺麗に削れることが確認出来たことが大きい。
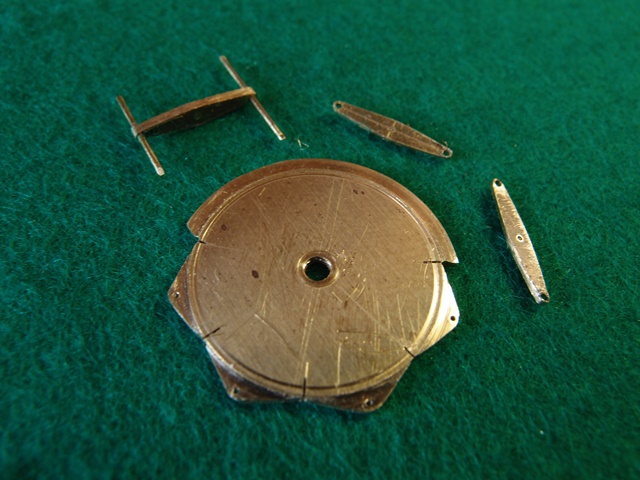
そこで、バイトを研ぎ直して改めて削りだし、ブレーキ・シューの形を整えた。
 こうして出来たブレーキ・シューをフレームに半田付けしたのが左の写真。
こうして出来たブレーキ・シューをフレームに半田付けしたのが左の写真。
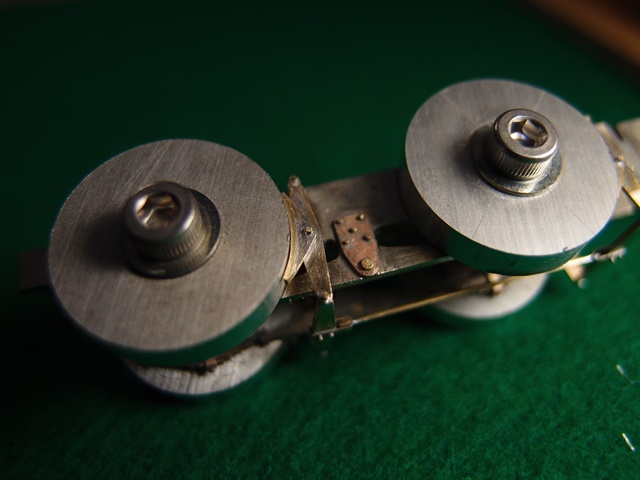
動輪代わりのアルミの円盤は、ブレーキ・シューの位置決めのための冶具で、動輪の径よりも直径で1.5mm大きく作ってある。
従って、動輪の踏面から0.75mmの隙間を保った状態でブレーキを固定出来ている計算になる。
しかし、ブレーキ釣りが少し長過ぎたかも知れない。
実は、ブレーキ釣りの長さはスケール通りにしてあるが、レールの敷設状態が実物に比べて遥かに悪い模型の世界ではレール面のデコボコも実物の1/80に収まっている筈はない。
と云うことは、ブレーキがレール面に接触してショートするケースも大いにあり得る訳で、もし、そうであれば作り直しとなる・・・・?
コメントを残す