
1060製作記(178) サイドタンク – 4
2020/03/05
 先延ばしにしていたサイド・タンクの半田付けを実行した。
先延ばしにしていたサイド・タンクの半田付けを実行した。
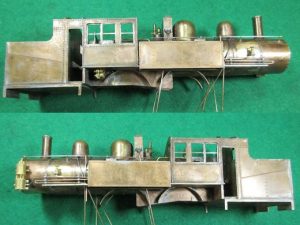
こうしてサイド・ビューを見ると、形式1060の雰囲気が良く感じられて、独り悦に入っていた。
所が、よく見るとサイド・タンクとキャブの妻板との隙間が、公式側と非公式側とで若干違ってしまっている。
この辺りは、工作精度の悪さがもろに出てしまった訳で、汗顔の至りだが、両サイドを同時に見ることの出来る輩は居る筈もないので、この点には目を瞑って、工作を進めることにする。
| 月 | 火 | 水 | 木 | 金 | 土 | 日 |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||
| 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| 20 | 21 | 22 | 23 | 24 | 25 | 26 |
| 27 | 28 | 29 | 30 | 31 | ||
※ カテゴリー別アーカイブ:フル・スクラッチ ※
2020/03/05
先延ばしにしていたサイド・タンクの半田付けを実行した。
こうしてサイド・ビューを見ると、形式1060の雰囲気が良く感じられて、独り悦に入っていた。
所が、よく見るとサイド・タンクとキャブの妻板との隙間が、公式側と非公式側とで若干違ってしまっている。
この辺りは、工作精度の悪さがもろに出てしまった訳で、汗顔の至りだが、両サイドを同時に見ることの出来る輩は居る筈もないので、この点には目を瞑って、工作を進めることにする。
2020/03/04
 エアブレーキ関係の配管は、サイド・タンクに支柱を介して固定されているので、イヨイヨ、後回しにしていたサイド・タンクを半田付けする必要がある。
エアブレーキ関係の配管は、サイド・タンクに支柱を介して固定されているので、イヨイヨ、後回しにしていたサイド・タンクを半田付けする必要がある。
と云う訳で、随分前に作っておいたサイド・タンクを引っ張り出して、車体に仮付けして色々な角度から眺めて、固定位置の確認をしていた。すると、側板が何となくたわんでいる様な気がして来た。
そこで定規を当てて確認して見ると、ほんの僅かだが確かに内側にたわんでいる。この程度なら、ウェイトの鉛板を詰め込めば矯正出来る範囲だろう。
元々、この形式1060には牽引力を求めることは考えていないとは云え、ウェイトの積み場所として貴重な所なので、出来ればこれ以上狭くしたくはない。
又、出来上がった蒸気を扱う際には、最も頻繁に指が掛かる場所でもあるので、頑丈に作っておくに越したことはないが、この点もウェイトが詰まっていれば、問題は出ないだろう。
と云う訳で、サイド・タンクの半田付け作業に入ることにしたが、先になって問題が出たら目も当てられない事態になるが・・・・。
2020/02/21
 ブレーキの配管では、キャブ下にある分配弁の周囲の様子が良く分からない。
ブレーキの配管では、キャブ下にある分配弁の周囲の様子が良く分からない。
手持ちの限られた資料を見て適当にでっち上げる積りだが、避けて通れないのが管と管を直角に接合する継手なので、試しに作ってみた。
材料は、0.4 x 0.8mm(内径 x 外径)と0.2 x 0.6mmの2種類のパイプ。
先ず、外径0.8mmのパイプの内径を、ブレーキ配管の外径に合わせて0.5mmに拡大。次に、外径0.6mmのパイプの内径を、分配弁に繋がるパイプの径に合わせて0.4mmに拡大。この際、一旦0.3mmに拡大し、続いて0.4mmまで拡大した。
その上で、外径0.8mmのパイプの側面に0.6mmの穴を空けた後、外径0.6mmのパイプを挿入して半田付け。
夫々のパイプに真鍮線を挿入したのが、この写真で、サイズの問題はあるかも知れないが、まぁまぁ、それらしい雰囲気は出ている様に思う。
2020/02/18
そろそろ、エアブレーキの配管工事に入らなければならない段階だが、車体の側面を這い回っている配管を1本の真鍮線で表現するなんて技は、小生には当然ながらある訳がない。
何処かで繋いでそれらしく誤魔化さなければならないし、実物も、不鮮明な写真ではどの様に繋いでいるのかは定かではないにしろ、何処かでパイプを繋いでいる筈。
と云う訳で、パイプの継手を作ろうと思ったが、生憎、小生の持っている資料では大きさも形もさっぱり分からない。省略する手もあったが、その場合は真鍮線を芋付けすることになる。しかし、芋付けするだけでは強度に問題があるので、それらしい継手をでっち上げることにした。
先ず、素材は内径0.4mm、外径0.8mmと内径0.8mm、外径1.2mmのパイプを使うことにした。
その上で、内径0.4mmのパイプは、内径を繰出し管の径に合わせて0.5mmに広げ、長さ1mmで切り出し、内径0.8mmのパイプは0.5mm長で切り出した。
 そして、試しにボツにした繰出し管に取り付けて見た。
そして、試しにボツにした繰出し管に取り付けて見た。
遠目ではそれらしい雰囲気が出ていたので、これで進めようかと思ったが、近くで見ると鍔にした外径1.2mmのパイプがのっぺりとしていて、もう一つ。
そこで、外径1.2mmのパイプをヤスリで簡単に六角形に削ってみた。アナログ作業でやったため、正確な六角形ではないが、それらしい雰囲気が増した様に思えるので、これで行こうと思う。
(写真はピントが良く合っていないので解り難いが、右側が加工前、左側が手を加えて六角形に加工したもの)
2020/02/15
型式1060の側面には、後部と側面に設置された給水タンクを連結している太いパイプが走っている。手持ちの資料ではその太さの記載がないので、写真から適当に判断して、1.5mmの真鍮線を使うことにした。
この真鍮線を、それらしく曲げ加工をしなければならないのだが、そのために先ずジグを作った。
そして、工作に入ったのだが、思いの外真鍮線が硬くて上手く曲がってくれない。これまでの経験で、径1mmの真鍮線の曲げ加工はそれ程苦労することもなかったので、安易に考えていた。所が、1.5mmは硬い硬い。たった0.5mm太くなっただけで、こんなにも違うのかと驚かされた。
そこで、曲げる個所を部分的にナマしてみようと一旦は思った。しかし、ナマした上で曲げると加工そのものは容易になるが、出来上がりにシャープさを欠く様な印象だった様な記憶がある。
仕方がないので、小生の得意とする力技で数本作り、出来の良いものを採用することにした。
次いで、フランジ。分割されている連通管を連結するためのフランジの工作に入った。
これも資料の写真から適当にサイズを決め、中心に連通管が通る1.5mmの穴を空けた3m径の円盤に、固定するためのボルト用の0.4mmの穴を8個空けた。
 実は、この工作があったので、簡易割り出し器を先ず作ることにした(左の写真はこの簡易割り出し器を使ってボルト用の0.4mmの穴を空けている所)。
実は、この工作があったので、簡易割り出し器を先ず作ることにした(左の写真はこの簡易割り出し器を使ってボルト用の0.4mmの穴を空けている所)。
フランジの様な円盤状の物を作る場合、小生は所定の厚みの真鍮片を丸棒の半田付けした上で、ML-210を使って所定の径にまで切削する方法を採っていた。
今回も当然同じ手法で工作に入ったのだが、直径3mm近くまで削り込んだ所で、丸棒から外れて切子の中に飛んで行ってしまうことが続いた。恐らく、直径3mmともなると接着面がかなり小さくなるので、切削する際の抵抗に負けてしまうのが原因だろう。1回の切込み量を少なくするか、バイトの切れ味を良くするかで解決出来ると思うが、今回は所定の穴を空けた3mmの丸棒を、所定の厚さに輪切りにする方法を採った。
 左の写真は、力技で曲げて作った連通管とフランジ。
左の写真は、力技で曲げて作った連通管とフランジ。
連通管は位置決め用の穴に通しただけの仮置き状態。又、フランジは予備を含めて5個作り、0.4mmの真鍮線を通しただけの状態で、この後、ボルトを表現すべく高さを削り揃えた上で、連通管に通して半田付けすることになる。
と云う訳で、連通管はパーツとしてはほゞ完了したが、これをどのタイミングで車体に固定するか、決め兼ねている。と云うのは、ランボードの下からキャブの下に掛けてブレーキ用の配管がウネウネと通っているので、順序を間違えると・・・・・・。