2015/09/01
フル・スクラッチ フレーム 形式1060
 フレームの作り直しに取り掛かった。
フレームの作り直しに取り掛かった。
前回は、トンボによらず貼り合せた材料を抜く方法で行ったが、今回は、トンボでやることにした。
Yukiさんに教えて頂いた1mm厚の真鍮板を捨て板にしてマシンバイスで咥えたトンボの方法では、X軸方向の位置決めに工夫が必要だったので前回は見送ったのだが、イケールを立てて、そのイケールに材料を密着させることで解決出来ることを思い付いた。
写真のイケールは、自作の精密バイスを作った際に10mm厚の真鍮板で自作したもの。その後は、お蔵になっていたのだが、こんな所で出番が来るとは思いもしなかった。
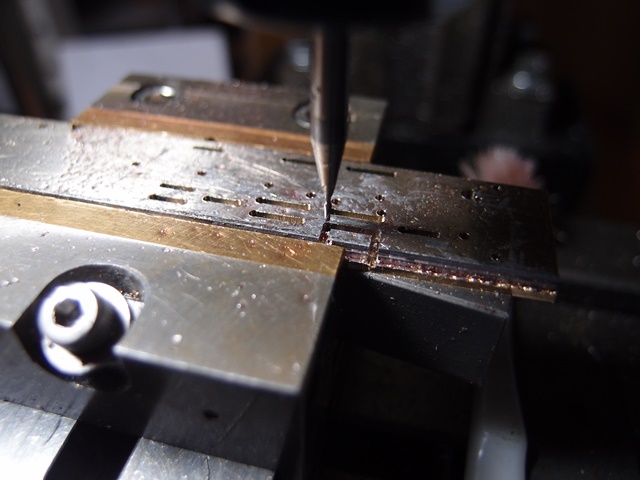
 時間がある時に少しづつ作業を進めてフライス盤で抜ける所は、ほゞ全て抜けたこの段階で、又々失敗を見付けてしまった。
時間がある時に少しづつ作業を進めてフライス盤で抜ける所は、ほゞ全て抜けたこの段階で、又々失敗を見付けてしまった。
このフレームの高さは9mmなのに材料の幅が18mmしかない(汗)
これでは、2分する際の切り代がないので、云わずもがなだが所定の高さにすることが出来ない。
実は原点を決める際、素材がもう少し大きくないと苦しくなると思っていた。思ってはいたが、そこは小生のいい加減な性格のなせる業で、何とかなるだろうとそのまま作業を進めた結果がこれ。
このままの状態で1mmのエンドミルで切断して、後で0.5mm厚の板で嵩上げするか・・・・。
所で、前回解決方法が見付かったと思ったズレの防止策だが、防止策にはならなかったことが判明した。特に、所定の長さを抜く際、その長さで往復作業が出来ないのは効率が悪い。それでもX軸方向は0.03mm程度なので、小生の腕では誤差の範囲故我慢が出来るとしても、Y軸方向はズレが大きくてどうしようもない。
どうすれば、良いのだろうか?
2015/08/25
フル・スクラッチ フレーム 形式1060
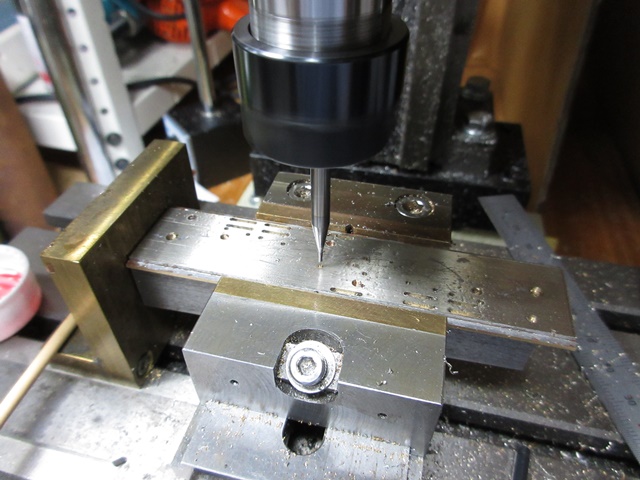
吸着力が強いTNMG-13を4個入手したので、X軸、Y軸のTNMG-10と交換した。
TNMG-13はTNMG-10に比べて直径は3mm大きいが、吸着力はTNMG-10の30Nに対して67Nと倍以上もある。こんなことなら、最初からTNMG-13にしておくべきだったと思ったが・・・・・・。
これでDROのノギスの固定はかなりしっかりした筈。
念のため、原点を決めX軸、Y軸用のノギスの表示をゼロクリアした上で、10mm X 20mmの四角形を描く様にテーブルを動かしチェックしてみた。
つまり、
1)原点(0,0)を出発し、
2)X軸を20mm進め(20,0)、
3)Y軸を10mm進め(20,10)、
4)X軸を20mm後退させ(0,10)、
5)Y軸を10mm後退させる
を一連の動作でテーブルを動かすとどうなるか?
ハンドルの回転で移動距離を読む場合には、所謂遊びのために原点に戻すことは至難の技だが、テーブルの動きをリニアに読むDROの場合には問題なく原点に戻って来る筈・・・・・。
で結果は・・・・・?
残念ながら、戻って来なかった(汗)
特にY軸方向が0.1mm程戻り過ぎている。
やはり、磁石でノギスを固定するのは無理があるのかも知れないが、固定を完全にするためには、フライス盤そのものに手を加える必要がある。しかし、これは到底出来そうもない。
ヒョットすると、ノギスの性能が関係していることだってあり得る。
・・・・等々考えながら、色々とハンドルを回していて解決方法を見付けた。
つまり、先の一連の動きでは、X軸、Y軸方向共に往復運動になっているが、一方方向に動かす場合は誤差が出ないことが分かった。
具体的には、5)の段階で10mmだけ戻すのではなく、一旦、10mm以上移動させてから原点に戻す方法で、結局、ハンドルの遊びを取る方法と同じ。
DRO化しているので所謂遊びとは無関係になっている筈なのに、何故、この様な方法が有効なのか解らないが、兎に角、この方法をとれば問題を避けられそうなことが分かって、ヤレヤレ。
フレーム切削作業の再度(?)、再々度(?)やり直し!!!
本格的なフライス作業を修得するための勉強と思うしかないか・・・?
2015/08/20
フル・スクラッチ フレーム 形式1060
前回のブログで下穴とのズレについて書いた所、Yukiさんから集成材を使っているのでズレが出てしまうのではないかとのご指摘を頂いた。
こうして鉄模の大先輩から色々と教えを頂くのは、有難いことでこの場をお借りしてお礼を申し上げたいと思う。
さて、Yukiさんからご指摘を頂いて、自分の間抜けさ加減にはたと気が付いた。
小生がML-210のミーリングアタッチメントの使用を止めて、FM-80E(A)を導入した理由は何だったのか?
ミーリングアタッチメントの剛性に不満があったためではないのか?
より剛性の高いFM-80E(A)を導入したにも拘らず、材料を固定するに際して金属より柔らかい木材を使うのは、矛盾しているではないか・・・とまぁお粗末な話で(大汗)
と云う訳で、集成材に替えて5mm厚のジュラルミンの板を使う積りで発注したのだが、到着まで待てそうにもない。また、Yukiさんに教えて頂いた材料を捨て板に半田付けをしてマシンバイスで咥えてトンボする方法は、X軸方向の位置決めに工夫が必要なため、今回は諦めて、張り合わせた1mm厚の洋白板をバイスに咥えて削り抜くことにした。
 具体的には、捨て板として、これもYukiさんに教えて頂いた通り1mmの真鍮板を使い、1mm厚の洋白板2枚と貼り合わせたものをバイスに咥えた。
具体的には、捨て板として、これもYukiさんに教えて頂いた通り1mmの真鍮板を使い、1mm厚の洋白板2枚と貼り合わせたものをバイスに咥えた。
しかし、小生の自作のバイスの口金の幅は50mmしかなく、材料が20mm程左右にはみ出してしまう。これでは、口金から外れた部分を切削する際には、材料にたわみが生じて上手く工作が出来ない。そこで、10mm x 15mm x 100mmの炭素鋼研磨済み角棒を敷板にしてたわみを防いだ。
更に工程を簡略にするために、今回は下穴なしで直接エンドミルで穴を空け切削を行なった。
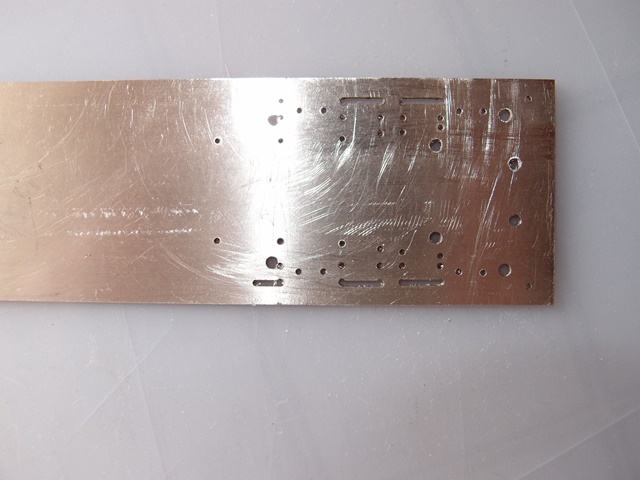
先ず、X軸方向の切削は、ハンドルを回し過ぎて寸法を外してしまった部分もあるが、概ね綺麗に抜けたのではないかと思う。次にY軸方向の削り抜きに掛かった所、抜けていなければならないのに抜けていない所があるのが分かった(汗)
(写真では判り難いが、エンドミルの刃の下の部分は、抜けていなければならない箇所だが、実際には抜けきっておらず、僅かに繋がったままになっている)
考えられる原因は・・・・。
DROの固定が不充分で、テーブルを移動させる際に少し動いてしまっているのだろう。材料の固定や切削の際のテーブルの固定はキチンとやっているので、この理由以外は考え難い。
ネオジム磁石をもっと強力なものに交換する必要がありそうだ。
2015/08/15
フル・スクラッチ フレーム 形式1060
トンボによる工作を初めてやってみた・・・。
トンボは一工程毎に材料を180度回転させるため、常に材料を同じ位置に固定させる工夫が必要になる。
そのためにL字型の冶具を作ったのだが・・・・。
| 具体的な材料の固定は、 |
| 1) |
材料の左側の一辺を |
|
位置決め冶具のY軸(垂直)方向にピタリと押し付け |
| 2) |
指で抑えながら、材料を下向きにズラせて材料の左下角を |
|
位置決め冶具のX、Y軸の交点に押し付ける |
| 方法で行なった。 |
|
そして、1mmのドリルでの下穴を空ける具体的な作業に入った。
手順は、 |
| 1) |
冶具に密着させて固定した材料を、材料を所定位置に送り |
| 2) |
センタードリルでマークを付け |
| 3) |
1mmのドリル刃に替えて穴を貫通させて |
| 4) |
材料板を裏返しにして、上に書いた手順で固定した上で |
| 5) |
(2)(3)を繰り返す |
| ことの繰り返し。 |
しかし、一回目の作業では、材料の固定の際、冶具への押し付け方にムラがあった様で、目視でそれと判る程ズレが出来てしまったので、見事に失敗(汗)
そこで、材料を固定する際、材料を軽く叩いて冶具への密着度を高める様にして、二度目の下穴空け作業をやった所、今度はズレはなさそう。
と云うことで、勇躍、次の作業である1mmのエンドミルを使っての削り抜きに入ったが・・・。
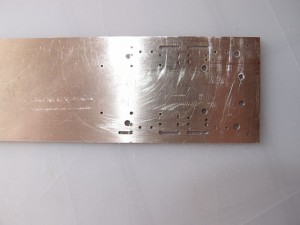 慎重に材料を固定した筈なのに、ご覧の通り下穴の位置とズレてしまっている(大汗)
慎重に材料を固定した筈なのに、ご覧の通り下穴の位置とズレてしまっている(大汗)
手持ちの1mm厚の洋白板も余りないので、失敗したくはなかったが、フライス盤を使用した工作で、ここまでズレを出してしまうのは、大いに情けない結果。
さて、どうするか?
再度、トンボに挑戦してみるか?
2015/08/13
フル・スクラッチ フレーム 形式1060
トンボでフレームを削り抜く際、材料の固定を如何にするか?
中々良いアイデアが浮かんで来ず、結局、今までの様に2枚貼り合わせて糸鋸でシコシコと抜くか・・・と考え始めた所に、Yukiさんから直接のメールで、材料を捨て板に半田付けをしてマシンバイスで咥える方法を教えて頂いた。
前回の記事のコメントで、トンボは、一工程毎にワークを180度回転させて加工する方法だとYukiさんに教えて頂いた瞬間から、文字通り捨て板の上で材料を水平に回転させることばかり考えていたのだが、メールを頂いて初めて、方法はどうであれ、結果として180度回転していれば良いことに気が付いた。しかも、一度採用した回転方向を最後まで守る限り、回転方向は水平、垂直のどちらでも良いことが解った。
どうも、歳のせいか頭が固くてイカン(大汗)
 と云うことで、位置決めのためのL字型の冶具を1mm厚の真鍮板で作り、捨て板の集成材に木ねじを使って固定した。
と云うことで、位置決めのためのL字型の冶具を1mm厚の真鍮板で作り、捨て板の集成材に木ねじを使って固定した。
この冶具に材料をピタリと合わせて、極小クランプを使って固定すれば問題はないだろう。
ただ、左右二箇所の固定で充分なのか、些か心配な所なので、実際の工作に当たっては、上下の二箇所でも固定する積り。
« 古い記事
新しい記事 »

 フレームの作り直しに取り掛かった。
フレームの作り直しに取り掛かった。 時間がある時に少しづつ作業を進めてフライス盤で抜ける所は、ほゞ全て抜けたこの段階で、又々失敗を見付けてしまった。
時間がある時に少しづつ作業を進めてフライス盤で抜ける所は、ほゞ全て抜けたこの段階で、又々失敗を見付けてしまった。