
1060製作記(47) 弁装置 – 20
2016/01/20
次の工作は、前後に分けて切り抜いたストラップ分を繋ぐためのネジ穴の加工で、偏心棒の工作では最も難しい個所。
つまり、前後それぞれのパーツが密着してストラップ部分を構成するので、ネジ穴のズレは許されない。そのため工作精度が要求されるが、前回のブログに書いた様に簡易DROに問題があることもあって、果たして上手く行くかどうか・・・・。
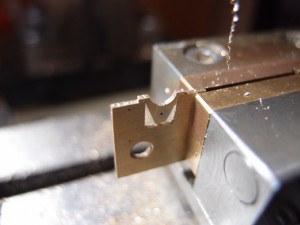 ネジ穴の位置を一定にする為に、凹状に抜いた冶具を作り、その凹んだ部分にパーツを嵌め込んで固定した上で、0.4mmの穴を開けた。
ネジ穴の位置を一定にする為に、凹状に抜いた冶具を作り、その凹んだ部分にパーツを嵌め込んで固定した上で、0.4mmの穴を開けた。
写真ではバイスのジョーの外側に挟んでいるが、実際の工作では、当然、ジョーの中央部分に固定した。その上で、この冶具とドリルの位置を動かさない様に、フライス盤のXYテーブルを固定して工作に当たった。
 全ての穴を開け終わった後、試しに、0.4mmの真鍮線を通して出来上がりをチェックした。
全ての穴を開け終わった後、試しに、0.4mmの真鍮線を通して出来上がりをチェックした。
その結果、何の問題もなかったのは1個だけで、2個は何とか通せたものゝ、1個は穴の開け直しをしなければならなかった。
写真は、0.4mmの真鍮線を通し終わった状態のもので、偏心輪を嵌め込む円にズレがあったり、鍔の長さに違いがあるものがあるが、これは、小生が得意とする現物合わせで修正する予定。