※ カテゴリー別アーカイブ:フル・スクラッチ ※
2015/09/09
フル・スクラッチ フレーム 形式1060
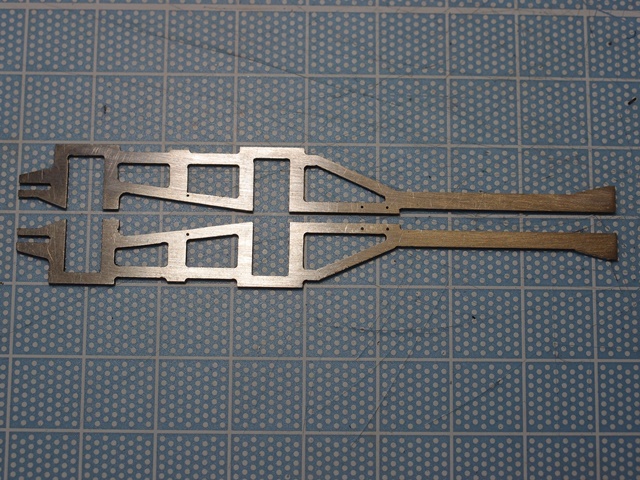
 漸く、窓を抜くことが出来た。
漸く、窓を抜くことが出来た。
フライス盤を使って斜めに抜く方法だが、実は、これで完璧と云える程の自信はないが、良い方法を思い付いた。
しかし、そのためには冶具を作らなければならず、少々面倒。しかも、その冶具を使って工作を進めた場合、上手く行けば良いが、仮に失敗すると又々フレームを作り直さざるを得ず、小生も同じ物を繰り返し作ることには些か飽きが来ている。
と云う訳で、斜めに抜く部分は、糸鋸とヤスリで仕上げる古典的な方法によった。
結果は、ご覧の通りで、肉眼では良し!と思っても、こうして写真に撮ると至る所にアラが目について仕方がない。
まぁ、動輪やロッドの陰に隠れてそれ程目に付く部分ではないので、この辺で妥協しなければ・・・・・・・。
2015/09/07
フル・スクラッチ フレーム 形式1060
ズレ対策が功を奏するかどうかテストを兼ねて、フレームの抜き直しをしてみた。
フレームばかり何度も作り直しをしていて、一向に工作が進まないので、手抜きをしようと考えたのだが、ズレ対策の効果を実際の工作を通じて確認しておきたかったと云う訳。
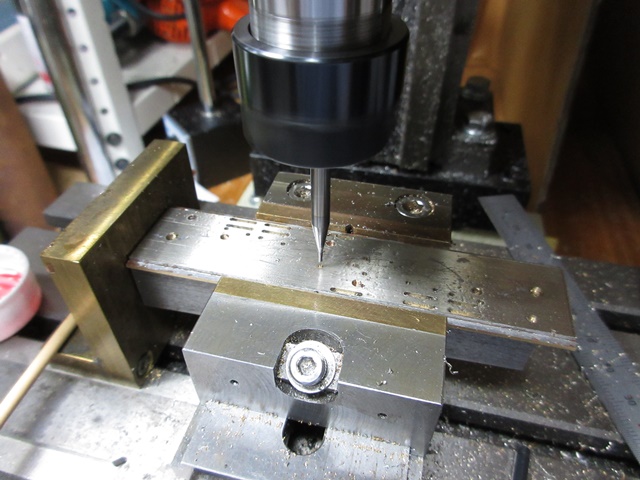
トンボはYukiさんに教えて頂いた方式で、1mm厚の真鍮板を捨て板にし、素材となる1mm厚の洋白板を半田付けをしてバイスに咥え、一工程毎に180度回転させて行った。
勿論、前回の轍を踏まない様に、今度は材料の幅を21mm強に切り出した(笑)
又、X軸方向の位置決めには、前回と同じ様に自作のイケールを使ったが、今回はその取り付け方法を、Y軸と平行にするのではなく、少し斜めにしてみた。
こうすると、材料をイケールに対して面ではなく点で密着させることになり、精度が良くなるのではと考えた次第。
工作を始めた当初は、ズレるのが心配で、怖々とハンドルを回していた。
 しかし、徐々にズレがないことに確信が持てる様になって、結局、斜めに抜かなければならない個所を除いて、直線切りの部分までもエンドミルで切削したので、前回よりも切削部分がかなり多くなっている。
しかし、徐々にズレがないことに確信が持てる様になって、結局、斜めに抜かなければならない個所を除いて、直線切りの部分までもエンドミルで切削したので、前回よりも切削部分がかなり多くなっている。
これまでML-210のミーリング・アタッチメントを使ったフライス作業は、必要最低限のことしかしなかったのだが、こんなにフライス盤の使い出があるとは思いもしなかった。
残るは斜めに抜くことで、これが出来れば完璧で、そのためには回転バイスがあれば・・・・・・。
これからは、ML-210に代わってFM80E(A)を使う機会がずっと増えることになるだろう。
2015/09/04
フル・スクラッチ フレーム 形式1060
フライス盤のズレ問題・・・・。
折角、設備投資をして鉄模に力を入れようと思っていたのに、ズレがどうしても解消しない。ズレの原因は良く分からないが、今にして思えば、早く工作に使いたくて、DRO化工作が御座なりになっていたきらいが無きにしも非ず。
と云う訳で、DRO化をやり直すことにした。
しかし、問題はノギスのデータ表示部の取り付け方法で、当初は、裏蓋にタップを立ててネジ止めにする積りでいた。しかし、その裏蓋がドリルの刃先をお釈迦にする程硬くて穴が開けられず、已む無く両面テープを使った経緯がある。
DRO化をし直すのに、同じ方法ではやり直す意味がない。
色々と考えたが、良い方法が思い付かず、結局、2液性エポキシで接着してしまうことにした。
そして、ノギスを組み立ててデータ表示部をスライドさせていて、一ヶ所だが、引っ掛かって動きが重くなる個所があるのが分かった。フライス盤への固定がネジ止めであれば、多少の引っ掛かりは問題ない。しかし、磁石を使っているため、横方向への圧力には弱い。そこで、引っ掛かる部分をやすりと砥石でキサゲを施して、滑らかに動く様にした。
更に、フライス盤のテーブルのX軸、Y軸への取り付けは、出来るだけテーブルに平行になる様に慎重に行った。
その上で、四角形を描くテストをしてみた所・・・・・。
見事に、出発点に戻って来ている。
もう少し使い込んでみないと安心と云う訳には行かないが、取り敢えず一件落着!
2015/09/01
フル・スクラッチ フレーム 形式1060
 フレームの作り直しに取り掛かった。
フレームの作り直しに取り掛かった。
前回は、トンボによらず貼り合せた材料を抜く方法で行ったが、今回は、トンボでやることにした。
Yukiさんに教えて頂いた1mm厚の真鍮板を捨て板にしてマシンバイスで咥えたトンボの方法では、X軸方向の位置決めに工夫が必要だったので前回は見送ったのだが、イケールを立てて、そのイケールに材料を密着させることで解決出来ることを思い付いた。
写真のイケールは、自作の精密バイスを作った際に10mm厚の真鍮板で自作したもの。その後は、お蔵になっていたのだが、こんな所で出番が来るとは思いもしなかった。
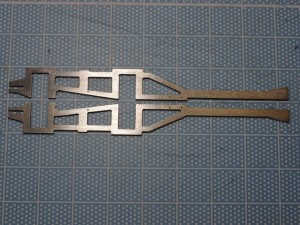
 時間がある時に少しづつ作業を進めてフライス盤で抜ける所は、ほゞ全て抜けたこの段階で、又々失敗を見付けてしまった。
時間がある時に少しづつ作業を進めてフライス盤で抜ける所は、ほゞ全て抜けたこの段階で、又々失敗を見付けてしまった。
このフレームの高さは9mmなのに材料の幅が18mmしかない(汗)
これでは、2分する際の切り代がないので、云わずもがなだが所定の高さにすることが出来ない。
実は原点を決める際、素材がもう少し大きくないと苦しくなると思っていた。思ってはいたが、そこは小生のいい加減な性格のなせる業で、何とかなるだろうとそのまま作業を進めた結果がこれ。
このままの状態で1mmのエンドミルで切断して、後で0.5mm厚の板で嵩上げするか・・・・。
所で、前回解決方法が見付かったと思ったズレの防止策だが、防止策にはならなかったことが判明した。特に、所定の長さを抜く際、その長さで往復作業が出来ないのは効率が悪い。それでもX軸方向は0.03mm程度なので、小生の腕では誤差の範囲故我慢が出来るとしても、Y軸方向はズレが大きくてどうしようもない。
どうすれば、良いのだろうか?
2015/08/25
フル・スクラッチ フレーム 形式1060
吸着力が強いTNMG-13を4個入手したので、X軸、Y軸のTNMG-10と交換した。
TNMG-13はTNMG-10に比べて直径は3mm大きいが、吸着力はTNMG-10の30Nに対して67Nと倍以上もある。こんなことなら、最初からTNMG-13にしておくべきだったと思ったが・・・・・・。
これでDROのノギスの固定はかなりしっかりした筈。
念のため、原点を決めX軸、Y軸用のノギスの表示をゼロクリアした上で、10mm X 20mmの四角形を描く様にテーブルを動かしチェックしてみた。
つまり、
1)原点(0,0)を出発し、
2)X軸を20mm進め(20,0)、
3)Y軸を10mm進め(20,10)、
4)X軸を20mm後退させ(0,10)、
5)Y軸を10mm後退させる
を一連の動作でテーブルを動かすとどうなるか?
ハンドルの回転で移動距離を読む場合には、所謂遊びのために原点に戻すことは至難の技だが、テーブルの動きをリニアに読むDROの場合には問題なく原点に戻って来る筈・・・・・。
で結果は・・・・・?
残念ながら、戻って来なかった(汗)
特にY軸方向が0.1mm程戻り過ぎている。
やはり、磁石でノギスを固定するのは無理があるのかも知れないが、固定を完全にするためには、フライス盤そのものに手を加える必要がある。しかし、これは到底出来そうもない。
ヒョットすると、ノギスの性能が関係していることだってあり得る。
・・・・等々考えながら、色々とハンドルを回していて解決方法を見付けた。
つまり、先の一連の動きでは、X軸、Y軸方向共に往復運動になっているが、一方方向に動かす場合は誤差が出ないことが分かった。
具体的には、5)の段階で10mmだけ戻すのではなく、一旦、10mm以上移動させてから原点に戻す方法で、結局、ハンドルの遊びを取る方法と同じ。
DRO化しているので所謂遊びとは無関係になっている筈なのに、何故、この様な方法が有効なのか解らないが、兎に角、この方法をとれば問題を避けられそうなことが分かって、ヤレヤレ。
フレーム切削作業の再度(?)、再々度(?)やり直し!!!
本格的なフライス作業を修得するための勉強と思うしかないか・・・?
« 古い記事
新しい記事 »

 漸く、窓を抜くことが出来た。
漸く、窓を抜くことが出来た。