※ カテゴリー別アーカイブ:フル・スクラッチ ※
2017/10/24
フル・スクラッチ 上回り 形式1060
フロントデッキの製作は、一旦棚上げにして、煙突やドームの作成に取り掛かった。
 毎度のことながら煙突やドームの作成に際して、頭を悩ましているのが、その裾の部分の微妙な三次曲線の実現方法で、DSMの3D図面から、工作用の2D図面を起こしながら、色々と考えた。
毎度のことながら煙突やドームの作成に際して、頭を悩ましているのが、その裾の部分の微妙な三次曲線の実現方法で、DSMの3D図面から、工作用の2D図面を起こしながら、色々と考えた。

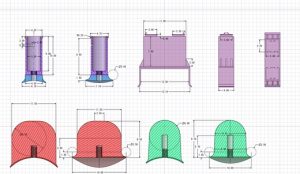
その結果、今回は写真の様な冶具を作ってやって見ることにした。
つまり、冶具と云うには少々おこがましいが、煙室とボイラーの直径に合わせた円筒で、中心部には2mmのビスを通すための穴を貫通させたもの。
実際には、煙室用とボイラー用を別々に作らず、写真の様に一体で作った。そして、バイスに咥えて工作する際のことを考えて、底辺を一部切削した。当然のことだが、2mmの貫通穴はこの底辺に対して垂直に空けている。
(因みに、手許に転がっていた快削鋼の端材を使った。切削面が荒れているが、冶具なので気にしないことに・・・)
その上で、試しに煙突の工作に入った。
煙突は、裾とパイプとの2ピース構成にしたので、先ずは煙突の裾から。
裾の断面は、パイプに接する部分よりも煙室に接する部分が広い台形で、その上辺と底辺を結ぶ斜めになった部分が扇状に欠き取られた形状になっているが、ここまでの工作はそれ程難しくはない。問題は、どの様にして、裾の部分を煙室のカーブに沿って曲げるかになるが、どの様な方法を採るにしろ、裾の部分の内側を中繰りをして曲げ易くしておく必要がある。
工作の手順は、色々と考えられるが、最善の方法は・・・・。
毎日、床に入ってからツラツラと考えていたが、良い方法を思い付く前に白河夜船に入ってしまうことの繰り返しで、考えてばかりいても埒が明かないと、兎に角やって見ることに。
最初の方法は・・・・・。
ML-210のチャック側を裾、芯押し台側をパイプに接する部分に設定して材料の真鍮棒を咥え、裾に当たる部分を丸ヤスリを使って扇状に削って外形を整えた上で、所定の長さに切断。その後、左右を入れ替えて2mmビスで径10mmの丸棒の中心に固定して裾の中繰りを行った。中繰りは不用になったヤスリの先端をグラインダーで削ってバイトを作り、そのバイトをしっかりと手に持って材料に強く当てて行った。
バイトの当て方にもよっては、回転する材料でバイトが飛ばされそうになることもあるが、要領が解ると、思いの外気持ち良くサクサクと削れる。
しかし、この方法では、丸棒に固定するためのビスの頭が邪魔になって、もう一つ中繰りが上手く行かなかった。
そこで、次は・・・・・。
扇状に削る方法や中繰りの方法は変えず、最初とは逆にチャック側をパイプに接する部分、芯押し台側を裾にして外形を整えた後中繰りを行い、切断は最後に行った。
結果は、こちらの方が良さそう。
外形や中繰りの工作が終わったので、イヨイヨ、裾の曲げ工作。
出来上がった裾のパーツを冶具に2mmビスでしっかりと固定した上で、2~3mmのドリルの刃の柄の部分を当て板にして、軽く金槌で叩いて曲げてみた。
こうすると柄の跡が付いて多少の凸凹が出来るが、小径丸ヤスリやサンドペーパーで整形し直すことが出来る筈・・・・・。
と云う訳で、写真は、凸凹の修正をする前の状態。
2017/10/17
フル・スクラッチ 上回り 形式1060
 先輪のアタリを避けるための欠き取りを行った帯板を、1060製作記(132)で紹介した冶具を用いて曲げ加工を行った。
先輪のアタリを避けるための欠き取りを行った帯板を、1060製作記(132)で紹介した冶具を用いて曲げ加工を行った。
その上で、天板を半田付けした後、0.3mmの真鍮線でボルト(リベット)を植え込んだが、この工作で0.3mmのドリル歯を4本も折ってしまった。
0.3mmの細いドリルをピンバイスで扱うのは、刃の破損に繋がること必至なので、これまでは避けて来た。しかし、0.2mm厚の天板に植え込み用の穴を開ける際、試しにピンバイスで慎重にやって見た所、刃を1本も破損させることなく出来た。
今、考えると、ここで上手く行ったのが良くなかった。
側板に天板を半田付けする際に、半田で埋まってしまった穴を開け直し、ついでに側板の妻側にも少し彫りこもうとしたら・・・・・。
と云う訳で、アッと云う間に4本も駄目にして、刃のストックも2本になってしまった次第。
こんなこともあって、少々嫌気が差して若干時間が開いてしまった。
この後は、このフロントデッキの上に見えている配管やランプ掛けと云った工作があるが、気分を変えるために、一旦、フロントデッキの工作は終わりにして、次は煙突やドームの作成に入ろうと思う。
2017/09/25
フル・スクラッチ 上回り 形式1060
色々と考えてみたが、先輪のアタリを避ける欠き取りを簡単で正確に実現する方法が思い付かない。
と云う訳で、伝統的な方法で欠き取ることにした。
詰まり、DSMの3D図面の当該部分を二次元に変換した上で、欠き取る部分を座標化して材料に罫書き、ヤスリでシコシコと削り取る方法にした。
 側板にする帯板は、前作をバラシて伸ばそうと思ったが、曲り癖が取れず、綺麗に伸びなかったので、改めて0.4mm板から切り出して、前述の座標に基づいてヤスリで仕上げた。
側板にする帯板は、前作をバラシて伸ばそうと思ったが、曲り癖が取れず、綺麗に伸びなかったので、改めて0.4mm板から切り出して、前述の座標に基づいてヤスリで仕上げた。
この帯板をジグを使って曲げるのだが、曲げに従って帯板が伸びて、欠き取り位置がずれてしまう惧れがある。
やって見て、ずれている様であれば、現物合わせで調整することになる。
2017/09/24
フル・スクラッチ 上回り 形式1060
前回の冶具を使って、幅3.7mm、0.4mm厚の真鍮帯を曲げてフロントデッキの側板を作った。
ここまでは、冶具を作ったお蔭で工作はスムーズに進んだ。これまでであれば、目見当で曲げていた筈だが、遠回りの様だが冶具を作って正解だったと思う。
しかし、実は先輪のアタリを避けるための欠き取りを、どの様にして行うかハッキリとした考えもなく、冶具の使い勝手と曲げ加工の出来上がりを確認したかったので、取り敢えずここまで、工作を進めた。
 そして、天板を半田付けして組み込んでみたのが、この写真。
そして、天板を半田付けして組み込んでみたのが、この写真。
まぁ、ここまでは合格にして良いだろう。
そして、問題の先輪のアタリを避けるための欠き取りをどうするかだが・・・・・・。
この状態で、欠き取る方法があれば良いのだが、一旦バラシて側板の該当部分を欠き取って、その上で再度組み立てるしかないのだろうか?
2017/09/13
フル・スクラッチ 上回り 形式1060
フロントデッキ部分の側板を綺麗に曲げるための冶具を作った。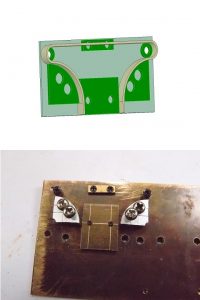
当初は前部のビーム板と側板を別々にする積りでいたが、一体の方が冶具の製作が簡単になる様に思ったので、取り敢えずは一体を前提とした。
しかし、ビーム板にはリベットを打つ必要があるので、一体で作った後ビーム部分を切り離すかも知れない。
この辺は、作りながら考えたいと思う。
左の図はDSMで描いた冶具。黄色の部分が側板。
下の写真が端材を用いて作った冶具。
« 古い記事
新しい記事 »
