
1060製作記(21)フレーム-5
2015/08/20
前回のブログで下穴とのズレについて書いた所、Yukiさんから集成材を使っているのでズレが出てしまうのではないかとのご指摘を頂いた。
こうして鉄模の大先輩から色々と教えを頂くのは、有難いことでこの場をお借りしてお礼を申し上げたいと思う。
さて、Yukiさんからご指摘を頂いて、自分の間抜けさ加減にはたと気が付いた。
小生がML-210のミーリングアタッチメントの使用を止めて、FM-80E(A)を導入した理由は何だったのか?
ミーリングアタッチメントの剛性に不満があったためではないのか?
より剛性の高いFM-80E(A)を導入したにも拘らず、材料を固定するに際して金属より柔らかい木材を使うのは、矛盾しているではないか・・・とまぁお粗末な話で(大汗)
と云う訳で、集成材に替えて5mm厚のジュラルミンの板を使う積りで発注したのだが、到着まで待てそうにもない。また、Yukiさんに教えて頂いた材料を捨て板に半田付けをしてマシンバイスで咥えてトンボする方法は、X軸方向の位置決めに工夫が必要なため、今回は諦めて、張り合わせた1mm厚の洋白板をバイスに咥えて削り抜くことにした。
 具体的には、捨て板として、これもYukiさんに教えて頂いた通り1mmの真鍮板を使い、1mm厚の洋白板2枚と貼り合わせたものをバイスに咥えた。
具体的には、捨て板として、これもYukiさんに教えて頂いた通り1mmの真鍮板を使い、1mm厚の洋白板2枚と貼り合わせたものをバイスに咥えた。
しかし、小生の自作のバイスの口金の幅は50mmしかなく、材料が20mm程左右にはみ出してしまう。これでは、口金から外れた部分を切削する際には、材料にたわみが生じて上手く工作が出来ない。そこで、10mm x 15mm x 100mmの炭素鋼研磨済み角棒を敷板にしてたわみを防いだ。
更に工程を簡略にするために、今回は下穴なしで直接エンドミルで穴を空け切削を行なった。
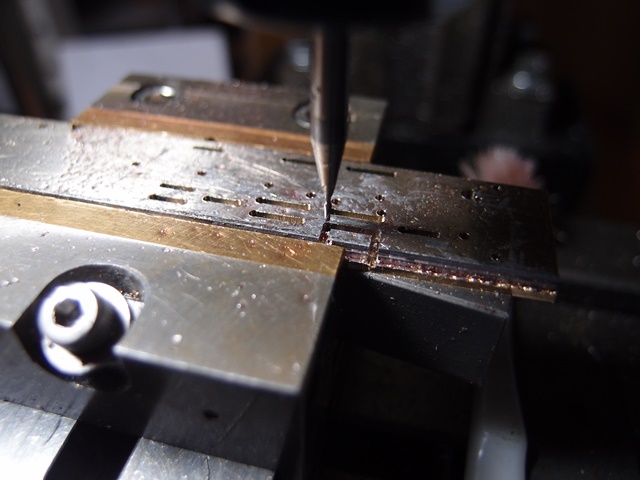
先ず、X軸方向の切削は、ハンドルを回し過ぎて寸法を外してしまった部分もあるが、概ね綺麗に抜けたのではないかと思う。次にY軸方向の削り抜きに掛かった所、抜けていなければならないのに抜けていない所があるのが分かった(汗)
(写真では判り難いが、エンドミルの刃の下の部分は、抜けていなければならない箇所だが、実際には抜けきっておらず、僅かに繋がったままになっている)
考えられる原因は・・・・。
DROの固定が不充分で、テーブルを移動させる際に少し動いてしまっているのだろう。材料の固定や切削の際のテーブルの固定はキチンとやっているので、この理由以外は考え難い。
ネオジム磁石をもっと強力なものに交換する必要がありそうだ。