※ 月別アーカイブ:7月2015 ※
2015/07/29
DRO(デジタル・リード・アウト) 工作機械用治具
イヨイヨ、最後のZ軸のDRO化。
ここに使うデジタルノギスはML-210のミーリング・アタッチメントで使用していたものを流用することにした。
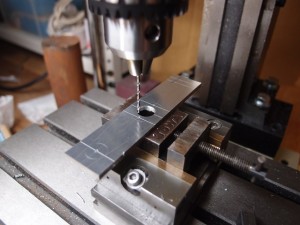
 従って、ジョーを切断したりデータ表示部の裏蓋にタップを立てる必要もなく、工作と云えばアルミのステイを作るのみ。それも、X軸用のステイを作る際に失敗したものを利用したので、ドリルで径3mmの穴を空け、皿モミしただけで、ものの15分程で完了してしまった。
従って、ジョーを切断したりデータ表示部の裏蓋にタップを立てる必要もなく、工作と云えばアルミのステイを作るのみ。それも、X軸用のステイを作る際に失敗したものを利用したので、ドリルで径3mmの穴を空け、皿モミしただけで、ものの15分程で完了してしまった。
工作は簡単だったが、ここで問題が・・・・・。
実は、当初、バーとデータ表示部の固定にはネオジム磁石を夫々1個使う予定にしていたので、Z軸用には2個しか用意していなかった。しかし、1個だけでは吸着力が足りず、データ表示部がズレてしまうことが分かったので、急遽、2個使いに改めた。
と云う訳で、ネオジム磁石が不足することになったので、現在の所、主尺のバーの固定は完了していない。
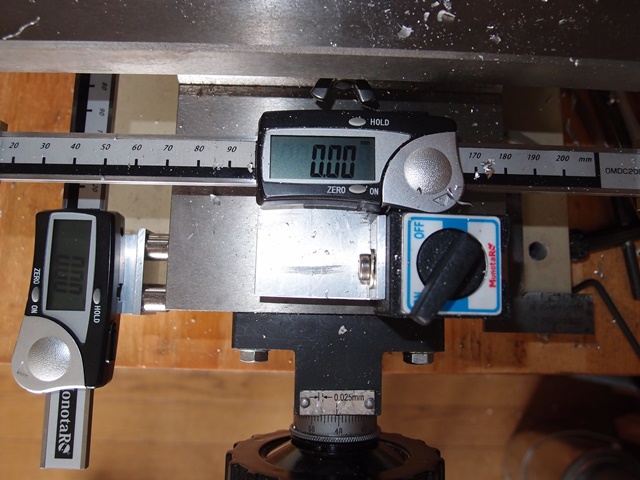
追加でネオジム磁石を調達して固定化する積もりだが、取り敢えずフライス盤のDRO化は完了したことにして、X、Y、Zの各軸について、ハンドルの目盛の読みとデジタル表示内容とチェックしてみた。
先ず、X軸及びY軸についてだが、ハンドルの1回転で2mm移動する筈で、その際のデジタル表示は1.97~1.98の倍数。
出来れば2.00の倍数を表示させたい所だが、主尺のバーの水平・平行度が完璧ではないので致しかたない所だろう。又、仮に2.00の倍数を表示出来る様に取り付け位置を調整出来たにしても、小生には0.02mmを追える程の腕前はないので、ここで0.02を云々する意味がない。
ついで、Z軸・・・。
Z軸もハンドル1回転で2mm上下する筈なのに、デジタル表示は1.80の倍数になっている。先に述べた様にバーの固定が出来ていないので下げる方向の一方通行だが、0.2mmもズレているのは誤差と云うには大き過ぎる。
実は、X軸やY軸のステイをアルミから切り出している際、ハンドルの目盛りで寸法を割り出すと、どうしても目的の寸法に上がらず疑問を持っていたので、やはりそうだったか・・・・・・と云う印象。
主尺のバーの固定化が完了してから再度チェックした上で、どうしても可怪しければ寿メカニクスに連絡してみようと思う。
2015/07/28
DRO(デジタル・リード・アウト) 工作機械用治具
 続いてY軸のDRO化。
続いてY軸のDRO化。
当初、Y軸もX軸と同じ様にデータ表示部を固定し、主尺のバーをスライドさせる方法を考えていた。
しかし、この方法では如何に配置を工夫しても、データ表示部がXテーブル(長手送り)の下になって肝心のデータが読み取れない。
そこで、X軸とは反対に、バーをFM80E(A)のベースに固定し、データ表示部をYテーブル(クロス送り)の最も手前の端に吸着させてスライドさせることにした。
しかし、この方法ではバーの一端がベースの手前にかなり飛び出してしまい、バーを固定する磁石を吸着させる場所が足りない。つまり、バーを片方の端だけで保持するしかなく、ズレてしまう惧れがある。
と云っても、他に方法がなければやってみるしかない・・・・・。
と云うことで、バーの固定はより磁力の強いマグネットホルダ台、データ表示部はネオジムマグネットホルダー2個を使って、夫々ベースとYテーブルに固定してみた。
X軸と同じ様にこの状態でハンドルをグルグルと回してみたが、ズレはなさそうな・・・・・。ズレるようであれば、磁石をもう少し強いものに換えれば何とか付けあるものになりそう。
それより、この方法の利点を見付けた。
このFM80E(A)のYテーブルの移動量は140mmある。この移動量をフルに使う工作は、蒸気機関車の模型作りでは殆んどないと思う。しかし、その必要がある時は、マグネットホルダーのスイッチを切って簡単にバーの位置をを変えることが出来ることが解った。
云い換えれば、普段はバーを手前に余り大きくはみ出さない位置にしておき、必要な場合にだけ手前に移動させて移動量をフルに使うことが出来ると云う訳で、小生の様に慌て者が、切削するのに夢中になって、飛び出したバーに身体や服を引っ掛けてしまう心配が、少なくなると云う次第で、思わぬ副産物があった。
2015/07/26
DRO(デジタル・リード・アウト) 工作機械用治具

 思わぬ所で回り道をすることになってしまったが、改めて作り直したステイと真鍮製の凹板に主尺のバーを挟んで固定してみた。
思わぬ所で回り道をすることになってしまったが、改めて作り直したステイと真鍮製の凹板に主尺のバーを挟んで固定してみた。
取り敢えず格好はついたと思うが、ステイをテーブルに吸着させる磁石の吸着力が若干弱い様な・・・・。
実は、吸着力はカタログ数値で30Nしかなかったので、もう少し強いものを探したものゝ、サイズの面で妥協せざるを得なかったもの。
マグネット・ホルダーの構造も解ったので、使ってみて問題が出る様なら、強いネオジム磁石だけを購入して、ホルダー部分は自作しようと思う。
データ表示部の固定だが、この部分もアルミの直角アングルを介してマグネット・ホルダ台に固定する目算だった。そのためには表示部の裏蓋にもタップを立てる必要がある。しかし、バーが予想外に硬かったので、惧らく裏蓋も難しいだろうと思い、両面テープで固定することにした。両面テープでは剛性が甘くなり測定誤差が大きくなるのは目に見えているが、ネジ止めが出来ない以上仕方がない。
パーツが揃った所でX軸にセットして、ハンドルをグルグルと回して左右にテーブルを動かしてみたが、目視の限りではズレが発生している様子は見えなかった。
しかし、本来なら、試しにフライス盤を動かして、DROに表示された数値と、実際に切削された工作物の大きさを測定した上で判断する必要があることは云うまでもないが、X軸のDROを使いながら、Y・Z軸用のパーツ作りに進もう!!
2015/07/24
DRO(デジタル・リード・アウト) 工作機械用治具
 ジョーの切断が出来たので、ジョーをテーブルに止めるためのステイを3mm厚のアルミの直角アングルで作った。
ジョーの切断が出来たので、ジョーをテーブルに止めるためのステイを3mm厚のアルミの直角アングルで作った。
写真のナベネジはネオジム磁石をステイに止めるためのもの。当初は皿ネジを使ってステイと面一にスマートに仕上げる積りだったが、穴位置を間違えてしまったので、急遽ナベネジで代用(汗)
アングルの水平部分で主尺のバーを保持するので、径3mmの穴を空け皿モミをして、バーにタップを立てるための下穴を開けようとした所・・・・。
何と、バーが硬くてドリルの歯が立たない!!
ノギスには計測精度を確保するためにヤキが入っていることは知識としては持っていた。しかし、ジョーを金ノコで切断する際、MLー210の時よりも硬く感じたものゝ切断は出来たので、何とかなるだろうと高を括っていた。所が、切削油をぶっ掛けても青白い煙が立ち上がるだけ。結局、そのドリル刃を駄目にしてしまった。
 無理をして穴を開けることが出来ても、タップを立てるのもままならないだろうと云うことで、作戦変更。
無理をして穴を開けることが出来ても、タップを立てるのもままならないだろうと云うことで、作戦変更。
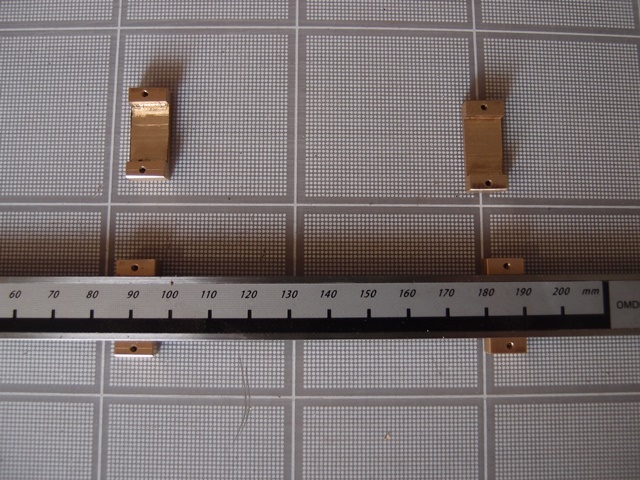
そこで、考えついたのは、端材の5mm厚の真鍮板を凹状に切削して、そこにバーを嵌め込み、ステイのアルミと挟んで固定する構造。
 タップ立てが上手く出来れば、こんな面倒なことにはならなかっただろうに・・・。
タップ立てが上手く出来れば、こんな面倒なことにはならなかっただろうに・・・。
上の写真は、エンドミルで4つ分を一度に切削しているもので、下は、4つに切り離して、バーを嵌め込んでみたもの。
2015/07/22
DRO(デジタル・リード・アウト) 工作機械用治具
Monotaroに注文しておいたDRO化のための部材が届いた。
今回新たに調達した主なものは、
1)Monotaroブランドのデジタル・ノギス
2)同じくMonotaroブランドのミニ・マグネット・ホルダ台
3)Truscoブランドのネオジムマグネットホルダー。
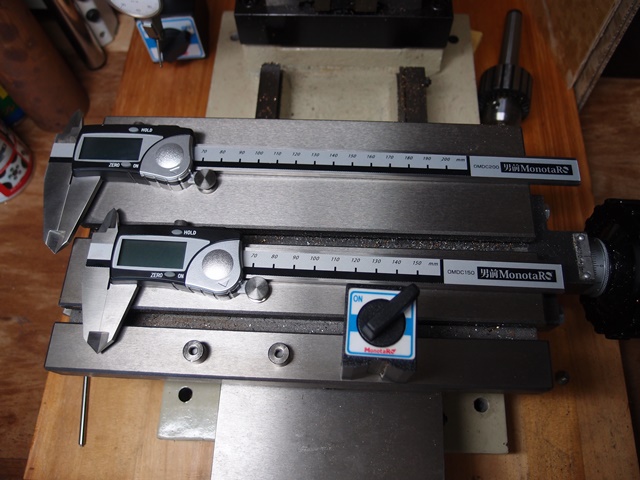
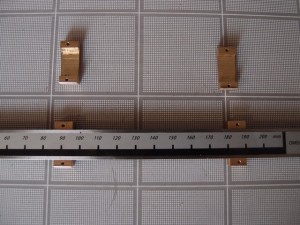
 写真の上段はX軸用の20cm、その下がY軸用の15cmのデジタル・ノギスで、切削油や切り粉対策のために、防滴タイプを選択した。
写真の上段はX軸用の20cm、その下がY軸用の15cmのデジタル・ノギスで、切削油や切り粉対策のために、防滴タイプを選択した。
尚、Z軸用は手持ちの10cmデジタル・ノギスを使う予定。
下段の右が、マグネット・ホルダ台で、ML-210のDRO化の際はバー(主尺)を固定するのに使用したが、今回は、データ表示部の固定に使用する。
その左側の丸いものがネオジム・マグネットで、中央に4Mの雌ネジが切ってある。このマグネットをバーの両端に配置してバーを固定するのに使用する予定。
この様にマグネットの吸着力でバーやデータ表示部を固定するので、フライス盤そのものに手を加える必要がない。又、必要に応じてDROを付けたり外したり、あるいは取り付け位置をズラせたりすることも出来るので、何かと好都合ではないかと自画自賛する次第。
ただ、マグネットの吸着力だけで使用するに問題がない程にしっかりとした固定が可能かどうかと云う点が心配。と云うのも、磁石は対象物から垂直に引っ剥がす方向には強いが、左右にズラす水平方向は意外に弱く、今回のDRO化では全て力が水平方向に掛かるためズレ易いかも知れない・・・・・。
 ズレて使用に耐えない様であれば、その時はテーブルを加工してネジ止めすることにして、取り敢えず、工作に掛かった。
ズレて使用に耐えない様であれば、その時はテーブルを加工してネジ止めすることにして、取り敢えず、工作に掛かった。
先ずは、ノギスのジョーの切断。
ML-210のDRO化の際は、ヤキが入っているのに、意外に簡単に切断出来ることにビックリした記憶があるので、今回もその積りで掛かったが・・・・・。
今回は、少しでも楽をしようと思い、Proxxonのバンド・ソーで試した所、刃が全く入って行かない。仕方がないので、クーラーの入っていない暑い道楽部屋で汗ダクになりながら、金ノコでゴリゴリと切断した。
2015/07/11
工作機械用治具 工具


 ハンドルの取っ手は、快削鋼でも良かったのだが、全体が鉄色と云うのも、一寸芸がない。
ハンドルの取っ手は、快削鋼でも良かったのだが、全体が鉄色と云うのも、一寸芸がない。
と云う訳で、取っ手だけは金色の真鍮にした。
2枚目の写真は、作ったパーツで、上段は引き棒とテーパーナット、中段はML-210の主軸に挿入するシャフト、鍔、ワッシャー、そして下段がハンドル。
3枚目の写真が組み上げた主軸手回しハンドルで、左側が習作として昔に作ったもの。右側が今回の作。
2015/07/10
工作機械用治具 工具
 5Mの引き棒の六角形の頭を作った。
5Mの引き棒の六角形の頭を作った。
丸棒を六角形に削るために、ML-210のミーリング・アタッチメント用の割り出し円テーブルを使った。この割り出し器は、ウォーム・ギアとインデックス・プレートを使った本格的なもので、ボルトの頭を削り出すには、少々、大げさ過ぎるし、セットするのが面倒臭い。
6、12、24や4、8、16位の簡単な割り出しのための冶具を作って置く必要があると思った。
次にハンドルの製作に掛かった。
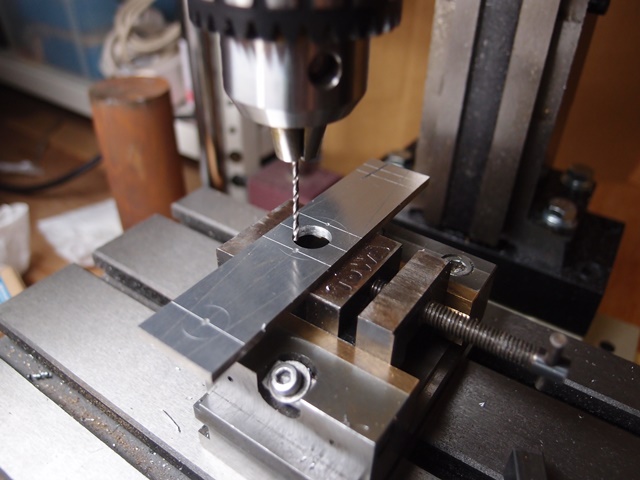
 素材は3mm厚のアルミで、中央にシャフトの太さの10.5mmの穴を空けなければならないが、小生が持っているドリルの最大径は10mmしかない。
素材は3mm厚のアルミで、中央にシャフトの太さの10.5mmの穴を空けなければならないが、小生が持っているドリルの最大径は10mmしかない。
何とか、0.5mmだけ広げる方法を考えなければならない。
色々と考えたが、小生が高校時代に夢中になっていたオーディオ・アンプの製作に使用していたリーマーがあるのを思い出した。
 そこで、先ず10mmの穴を空けた上で、リーマーを使って0.5mm広げて10.5mmにした。
そこで、先ず10mmの穴を空けた上で、リーマーを使って0.5mm広げて10.5mmにした。
半世紀前の時代物でもあるのとないのでは天と地の程。よく捨てずに持っていたものだと、我ながら感心した次第。
2015/07/09
工作機械用治具 工具
シャフトの鍔を作った。
久島氏の本ではシャフトと一体になっているが、材料を節約するため、別パーツとしたもので、直径は19mmと大きくした。
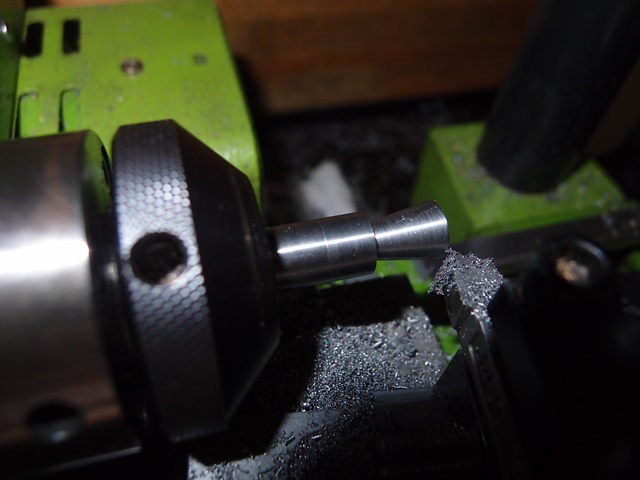
 径20mmの快削鋼の丸棒を19mmに痩せさせ、中心部にシャフトの外径と同じ穴を貫通させた後、厚さが5mmとなる箇所で突切りしようとした所・・・。
径20mmの快削鋼の丸棒を19mmに痩せさせ、中心部にシャフトの外径と同じ穴を貫通させた後、厚さが5mmとなる箇所で突切りしようとした所・・・。
これまでの突っ切り作業では、折れた金ノコの刃をバイトに使っており、何の問題もなかったが、今回はML-210に付属のバイトを持ち出してみた。
所が、バイトの刃先が鈍っているのか、バイトの厚みがあって抵抗が強過ぎるのか、上手く切れない。
 已むを得ず、金ノコを持ち出して、ゴリゴリと切った。
已むを得ず、金ノコを持ち出して、ゴリゴリと切った。
結果、切断面は、当然のことながらお粗末この上ないので、断面を綺麗に仕上げなければならないが、そのためにはヤトイを作る必要がある。
どの様なヤトイにするか・・・・。
結局、有り合わせの真鍮の端材で、写真の様なものを作った。
 ヤトイは、一端をコレットで咥えられる様に10mmに削り、反対側をシャフトの径と同じ10.5mmにした上で、十文字に割りを入れたもので、割りの中心に木工で使ったコースレッドをネジ込んで、割った部分を広げてワークを保持しようと云うもの。
ヤトイは、一端をコレットで咥えられる様に10mmに削り、反対側をシャフトの径と同じ10.5mmにした上で、十文字に割りを入れたもので、割りの中心に木工で使ったコースレッドをネジ込んで、割った部分を広げてワークを保持しようと云うもの。
やってみると、狙い通りワークがズレることもなく、断面を綺麗にすることが出来た。
2015/07/08
工作機械用治具 工具
 次に引き棒の製作に掛かった。
次に引き棒の製作に掛かった。
引き棒も材料の節約のため、径6mmの快削鋼の丸棒を5mmまで削り、六角形の頭は別に作って嵌めこむことにした。
丸棒を細く削る作業は、シャフトと同じ要領で行った。
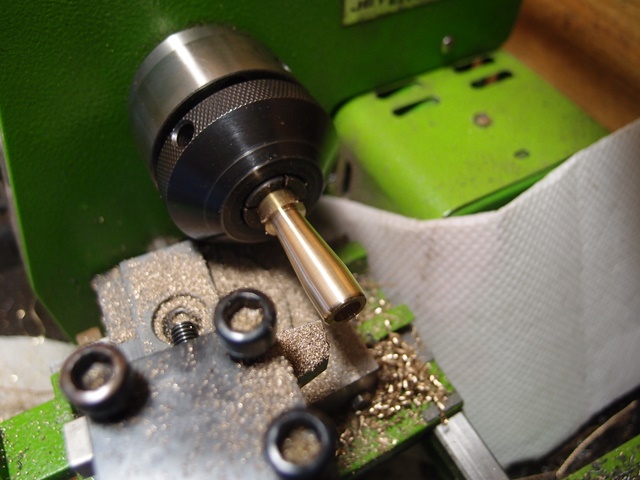
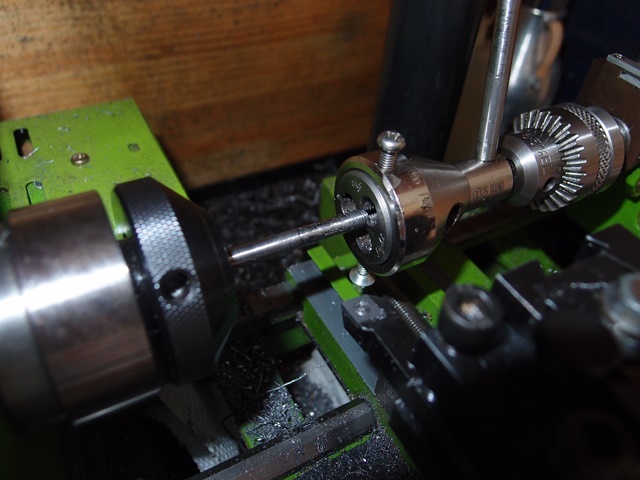
この引き棒の一端の雄ネジにテーパーナットが雌ネジとして嵌るのだが、このネジ切りが大変だった。
写真の様に削りあげた丸棒をコレットで咥えて、芯押し台に付けたダイスで切ろうとしたのだが、半回転もしない内にガッチリとワークに喰い込んでしまってそれ以上進まない。
強引にダイスを回すとワークも一緒に回転してしまう。
そこで、ワークのネジ部分だけ径を4.8mmに細くし、更にダイスを目一杯広げてみたが結果は同じ。
旋盤を使ったネジ切りを諦めて、左手のペンチで頭部分を力一杯きつく握り、右手でダイスをグリグリと回して、何とか切ることが出来た。
これで駄目だったら、市販の5Mのネジを使わなければならないと考えていたが、ヤレヤレ。
2015/07/07
工作機械用治具 工具
 シャフトの外形、引き棒用の貫通穴を空け終わったので、次はシャフトの一端にテーパー状に穴を広げる作業に入った。
シャフトの外形、引き棒用の貫通穴を空け終わったので、次はシャフトの一端にテーパー状に穴を広げる作業に入った。
作業は、往復台にテーパー削りアタッチメントをセットし、角度を10度に設定して中繰りバイトを使用して行った。
この角度は、テーパーナットを作るまでそのままにしておかなければならないのだが、バイトを交換するためにバイトの止めネジを緩めようとした際、力を入れ過ぎてアタッチメントまで動かしてしまった。
 仕方がないので、アタッチメントに刻まれている目盛りを頼りに10度に再設定したが、多少ズレが生じてしまったかも知れない。
仕方がないので、アタッチメントに刻まれている目盛りを頼りに10度に再設定したが、多少ズレが生じてしまったかも知れない。
改めてシャフトから作る気もしないので、多少のズレには目を瞑って、そのまま作業を進めることにした。
尚、テーパーナットは写真の様に外形を整えてから、中心に5Mのタップを立てて、その後切り離した。
« 古い記事

 従って、ジョーを切断したりデータ表示部の裏蓋にタップを立てる必要もなく、工作と云えばアルミのステイを作るのみ。それも、X軸用のステイを作る際に失敗したものを利用したので、ドリルで径3mmの穴を空け、皿モミしただけで、ものの15分程で完了してしまった。
従って、ジョーを切断したりデータ表示部の裏蓋にタップを立てる必要もなく、工作と云えばアルミのステイを作るのみ。それも、X軸用のステイを作る際に失敗したものを利用したので、ドリルで径3mmの穴を空け、皿モミしただけで、ものの15分程で完了してしまった。