5230製作記(16)
連日の出張の疲れが溜まって来ているのか、釣りに限ってこんなことは滅多にある訳ではない。 精神的な疲れであれば返って釣りに行って気分転換を、と思うのだろうが、寄る年波には勝てなくなって来ているのだろうか、朝の暗い内から起き出すことが億劫なのである。 さて、何とか軸箱を作っては見たものの、出来上がって始めて軸箱の高さが微妙に違っているのに気が付いた所までは、先週の報告の通りである。 キットのテンダー台車はエッチングで板バネの懸架部分の取付座等が表現されているが、ここは現在作成中のパーツを半田付けして表現する積りなので、エッチングで彫り込まれた段差が寧ろ邪魔になる。 従って、裏面を使うことにした。 実は、切抜く前から気が付いていたのであるが、自分が描いた図面とキットとは寸法が少しずつ違っているのである。 当初はキットを素直に組立てる積りで開始したのであるが、途中でテンダー前方の衝立状の物やら何やら気になり出し、造作を加え出した結果であるので、中途半端な状態になってしまっている様だ。 多少の気持ち悪さは残るが、もう少しこのまま工作を進めて見ようと思う。 それでも、気になる様であれば、その時は作り直そう・・・。 となると、テンダーの下回りを最初から作り直すことになるが・・・・。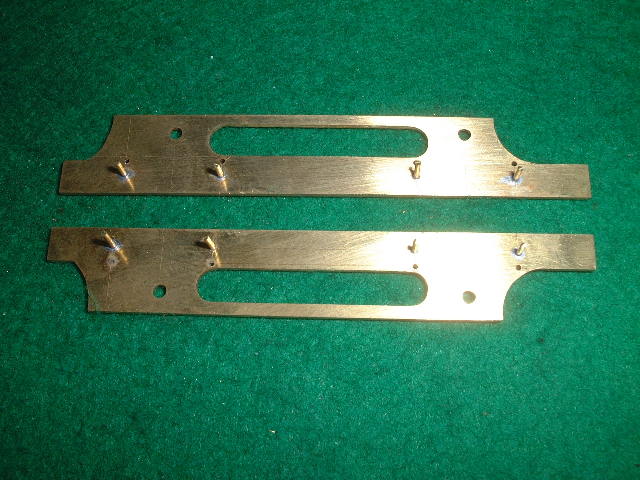 釣りに行こうかとも考えたが、
行っても、どうせ○ボー逃れが精一杯のところだろう
と、今一つ気乗りがしない。
釣りに行こうかとも考えたが、
行っても、どうせ○ボー逃れが精一杯のところだろう
と、今一つ気乗りがしない。
と云うことで、今日は鉄模の日にした。
何故この様なお粗末な結果になってしまったのか釈然としないが、今の所、再度作り直す積りでいる。
しかし、今日は気分転換のためのテンダー台車の切り抜きをした。
写真は、キットの台車を切抜き板バネを懸架するボルトを表現するために0.6mmの真鍮線を植え込んだ所である。