2008/02/19
工具
 この所ブログ管理ソフトであるMovableTypeのバージョン・アップやサーバーの引越し等パソコン関係のことばかりしていたので、チョット気分転換
この所ブログ管理ソフトであるMovableTypeのバージョン・アップやサーバーの引越し等パソコン関係のことばかりしていたので、チョット気分転換
に軽い金属工作をした。本当の所は釣りに行きたいのだが、今年の冬の寒さは厳しく、一方で寄る年波に勝てずと云った所。
作るものは以前からその積りでいたのだが中々手を付けられなかったフライスカッター・アーバー。
実は、ML-210のミーリングアタッチメントに付属のフライスカッター・アーバーは、ゴツ過ぎて小生が愛用している軸径6mmのカッターには合わない。
これまでは、真鍮で簡単に作ったアーバーを使っていたのだが、カッターの刃を留める3mmの皿ネジが軸に固着してしまうことが多くて、刃を取り替えたりするのに難儀することが往々にしてあった。その都度、何とかしなければと思っていた。
アイデアは久島諦造氏の本を参考にして決めてあったのだが、そのためには頭の径が4mm以下の特殊な六角穴付きボルトが必要だった。実はこのボルトもハンズで見付けて買い置きをしていたのだが、イザ作ろうとすると何処に仕舞ったのか忘れている始末。
そんなかんなで、中々作ることが出来なかったのだが、先日、仕事帰りにふとハンズに寄り道をした時に思い出して手に入れていた。
と云う訳で、やっと日の目を見たのが写真のフライスカッター・アーバー。左の写真は、真鍮で作った簡易型バーバー。
この様な小さな物は1つ作るも2つ作るも手間は余り変わらないので、予備も作っておいた。
材料は、精密バイスを作った時に入手していた10mm径の快削鋼。
快削鋼がこの様な用途に向いているのかどうかは定かではないが、ML-210での工作は云って見れば軽工作なので、問題にはならないだろう。
2007/02/04
工作機械用治具

アオリイカの釣果が全く出せず、なんとか結果をと気持ちが5230の製作に行かないので、比較的短時間に出来る金属工作を行った。
題材は、以前から作ろうと思っていたプロクソンのルーター用のコレット。
純正のコレット・セットを持ってはいるものの、ヤフオクで購入したノス型ドリル歯のシャンクを咥えることが出来なかったので、それ程精度を要求しない穴あけであっても態々ミーリング・アタッチメントを使っていた(小生はドリル・スタンドを持っていないので)。
旋盤やミーリング・アタッチメントは工作机の隣の台に設置しているので、そんなに面倒ではない筈。所が、小生にはこれが意外と億劫に感じることが多くて、ハンド・バイスを使ってゴリゴリとあけることが多い。時間が掛かる上に、出来上がりも汚いものになってしまうことが解っていながら、こんなことを繰返していた。
プロクソンのルーターが手軽に使えれば、少なくともこんなことはなくなるだろうと考えた。
コレットの材料は、例によって快削鋼。快削鋼がこの種の材料として適しているかどうかは不明だが、ML-210での工作性を最優先で考えた。
この工作の関門は、コレットの両端部分の斜めになっている箇所の角度出し。この角度が合わないと、ドリル歯をカッチリと固定出来ない。
テーパー削りアタッチメントの角度を、先ず目分量で決め、削っては当りをみて削り直しの作業を3?4回行って、何とか角度は確保出来た。
この作業は材料を旋盤のチャックに咥えたり外したりを繰返すことになるので、コレット・チャックを使って、芯ズレをなくした。三つ爪や四つ爪チャックを使う場合はヤトイを先ず作ってから工作に入る必要があるが、コレット・チャックを使っているので、まぁ、その心配はなかろう。コレット・チャックを使う場合であっても、厳密にはダイヤル・ゲージを使って芯出しをするのが本来であろうと思うが、そこまで厳密に工作をしたとしても、ルーターそのものの芯ブレ精度もあるので、手を抜いた。
写真の右側が自作をしたコレット。左は純正パーツのコレット。
テーパー削りアタッチメントの剛性が余りないので、切削面が少し荒れているが、何とか実用にはなりそう。
2006/05/01
模型用治具
![]()
鉄道模型社のエッチング・キットで5230の製作をすることにした。
このキットは所謂16番でレール幅が16.5mmであるのに対し、小生は13mmを採用している。
従って、車輪の改軌はどうしても避けることは出来ない。
と云う訳で、動輪の位相合わせ治具を作った。
土台とフレームは、真鍮の角棒から、夫々7.5mm、9.8mmの厚さにミーリングで削り出した。勿論、刃は自作のフライ・カッターを使ったが(写真の真ん中と右)、自作だけにこのML-210のミーリング・アッタッチメントにはピッタリサイズで使い易い。と云うか、付属のフライカッター(写真の左)は少々大き過ぎる様に思う。精密バイスもしっかりとワークを銜えて呉れている。
特にフレーム等は1mm厚の板2枚で作っても何の問題もなかったし、寧ろそうする方が時間も掛からずに済んだ筈だが、久し振りに旋盤を使って見たかったので、敢えてそうした。
フレームのギアの入る部分の欠き取りは、径4mmの2枚刃エンドミルを使い、一度の切り込み量を0.1mmにして少しづつ削った。本当を云うともう少し切り込み量を増やしたい所だが、ML-210のミーリング・アッタッチメントの剛性では無理が出来ない。急ぐ仕事でもなし、のんびりと構えた・・・積り。
クランク・ピン位置を決める板は、3mm厚のアルミ端財を使った。真鍮に比べると遥かに柔らかくて210には最適な材料だと思う。強度的に心配がなければアルミを多用すべきかも知れない。
位相合わせ治具が完成して、フト気が付いた。動輪の車軸を抜く治具がなければ意味がないことに・・・。
そして慌てて造ったのがこれ。
材料は5mm厚のアルミ。強度を考慮すると最低でも真鍮を使うべきかも知れないが、駄目なら作り直すさ・・。
車軸を押し出すネジは快削鋼を使った。快削鋼はサクサクと削れて気持ちが良い。切り粉もパラパラとした細かい粒上になるので、棘の様に手に刺さることもない。手に入れる方法が限られるのが玉に瑕だが・・・。
2005/04/04
工具
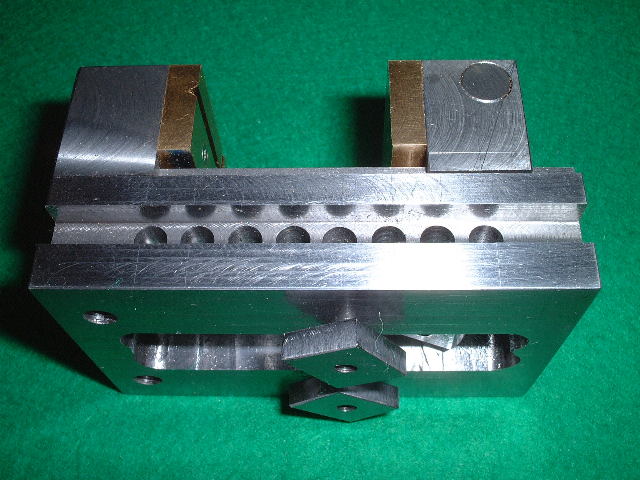
精密バイスを作りました。以前から欲しかったのですが、どうせなら自作してやろうと思っていました。
素材は、快削鋼が手に入る見通しもなかったので真鍮で作ろうと思っていたのですが、たまたま、50mm径の快削鋼が手に入りましたので、この快削鋼を「丸太から板を切り出す要領で」20mm厚の板を切り出し、ベースにしましたが、プロクソンのバンド・ソーでは大変な仕事でした。
快削鋼は初めて使いましたが、切削感は真鍮と良く似ていて、気持ち良く削れました。
口金は5mm厚の真鍮を使いました。
昨日は、久し振りに部屋を掃除しました。 思わぬ所にまで切削油がタップリ付いた切り子が飛んでいました。 年末よりも大変な大掃除となってしまいました。
2005/03/14
工具

快削鋼が手に入ったので、フライ・カッターを作って見ました。左は純正のものですが径が大きすぎてML?210には少々荷が重い様に思ったので、小振りにしました。快削鋼は初めてですが、真鍮の様にサクサクとした切削感です。これならML?210の材料の一つに加えることが出来ます。
今回作ったのは、コレット・チャックの最大径に合わせてシャンク10mmにしました。カッターは4mm径のSKHを適当にグラインダーで整形しました。一番右はかなり以前に作ったもので、6mm径のステンレス丸棒に3mmのカッターを斜めに挿入しています。このカッターはドリルの刃から作りました。
2005/02/28
工作機械用治具

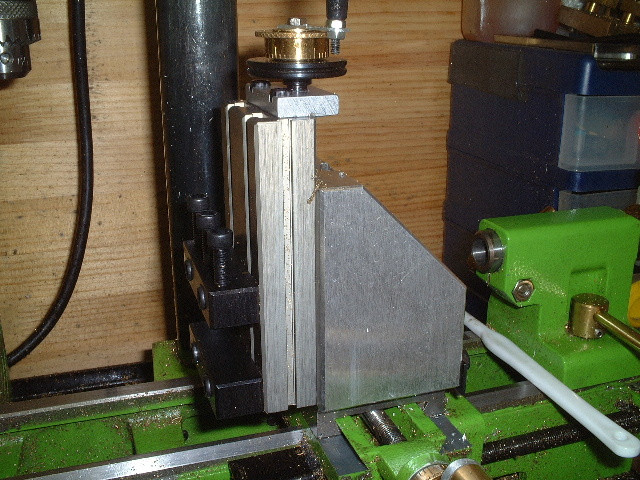
ミーリング・テーブルに直接セットするバイス(もどき)とイケールを作りました。何れも精密バイスを作るためです。どちらも簡単な物です。バイスは未だ面取りをしていません。
久島氏の「使いこなす本」に、フライカッターを使うよりエンドミルで削った方が水平度は高いと書いてありましたので、イケールの正面は8mmのエンド・ミルで2mmづつずらして削りました。
しかし、蒸気の作成でも思いましたが、基本的な直角・や直線をどの様にして精度高く出すかが大変でした。イケールは何度も削り直しをしても直角が出ませんでしたので、念の為クロス・スライドをチェックして見ると、何と、向かって右側が0.1mm程高くなっていました。5cm程の幅で0.1mmですから結構大きな狂いです。已む無くミーリングで削り直してやっと水平を確保しましたが、旋盤としては玩具の類かもしれませんが、何ともお粗末なことです。
この調整後、イケールを削り、直角を確保しました。
2005/02/14
工具
昔はサカイから純正のML-210用バーティカル・テーブルが販売されていましたが、現在では発売中止となっているので、手に入らなかったのですが、やっと購入することが出来ましたものです。
しかし、テーブルの送りがインチ・ネジの様でハンドル1回転でZ方向の送りが1.25mmとなること、Z方向の遊びが若干大きいこと、更には0セッティングが出来ないことから、使い辛くて放って置いたものです。
蒸気の製作に一段落を付けて、このテーブルを改造することにしました。
ネジ止めにロック・タイトを使っている様で、分解するのに大変な思いをしました。
手許にあった6Mのズンギリネジの一部をシャフト穴に現物合わせで削り、送りネジを交換しました。ハンドルは旋盤用に作ったものと同じ目盛付きハンドルを丸棒から削り出し、遊びを極力無くす様に調整しました。
これで、旋盤を使ったミーリング作業が出来る様になりました。
2004/02/12
模型用治具
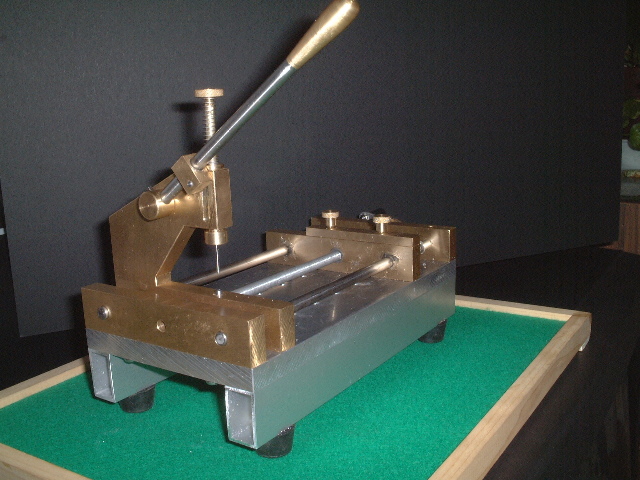
リベット打出し器第1号です。
10mm厚の真鍮材をバンド・ソーで切り出しました。ベースは10mm厚のアルミニュームです。
写真には写っていませんが、目盛付きハンドルの試作品を流用し、0.25mm毎にクリックする様にしています。
2004/02/01
工作機械用治具

ML?210に付属の目盛付きハンドルは目盛が見難かったので、真っ先に作ったのがこのハンドルです。全部で5組作りました。
久島諦造氏の「ミニ旋盤を使いこなす本」の記事を参考にしました。
新しい記事 »
