 鉄道模型社のエッチング・キットで5230の製作をすることにした。
鉄道模型社のエッチング・キットで5230の製作をすることにした。
このキットは所謂16番でレール幅が16.5mmであるのに対し、小生は13mmを採用している。
従って、車輪の改軌はどうしても避けることは出来ない。
と云う訳で、動輪の位相合わせ治具を作った。
土台とフレームは、真鍮の角棒から、夫々7.5mm、9.8mmの厚さにミーリングで削り出した。勿論、刃は自作のフライ・カッターを使ったが(写真の真ん中と右)、自作だけにこのML-210のミーリング・アッタッチメントにはピッタリサイズで使い易い。と云うか、付属のフライカッター(写真の左)は少々大き過ぎる様に思う。精密バイスもしっかりとワークを銜えて呉れている。
特にフレーム等は1mm厚の板2枚で作っても何の問題もなかったし、寧ろそうする方が時間も掛からずに済んだ筈だが、久し振りに旋盤を使って見たかったので、敢えてそうした。
フレームのギアの入る部分の欠き取りは、径4mmの2枚刃エンドミルを使い、一度の切り込み量を0.1mmにして少しづつ削った。本当を云うともう少し切り込み量を増やしたい所だが、ML-210のミーリング・アッタッチメントの剛性では無理が出来ない。急ぐ仕事でもなし、のんびりと構えた・・・積り。
クランク・ピン位置を決める板は、3mm厚のアルミ端財を使った。真鍮に比べると遥かに柔らかくて210には最適な材料だと思う。強度的に心配がなければアルミを多用すべきかも知れない。
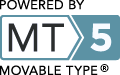
位相合わせ治具が完成して、フト気が付いた。動輪の車軸を抜く治具がなければ意味がないことに・・・。
そして慌てて造ったのがこれ。
材料は5mm厚のアルミ。強度を考慮すると最低でも真鍮を使うべきかも知れないが、駄目なら作り直すさ・・。
車軸を押し出すネジは快削鋼を使った。快削鋼はサクサクと削れて気持ちが良い。切り粉もパラパラとした細かい粒上になるので、棘の様に手に刺さることもない。手に入れる方法が限られるのが玉に瑕だが・・・。
 雄ネジを切る際の小径ダイス・ホルダーが欲しいとは思っていた。 しかし、鉄道模型の工作では直径1.00~2.00mm程度の小さいものなので、手作業でも案外問題なく工作出来ていたこともあって、ホルダーの作成を延ばし延ばして来ていた。
雄ネジを切る際の小径ダイス・ホルダーが欲しいとは思っていた。 しかし、鉄道模型の工作では直径1.00~2.00mm程度の小さいものなので、手作業でも案外問題なく工作出来ていたこともあって、ホルダーの作成を延ばし延ばして来ていた。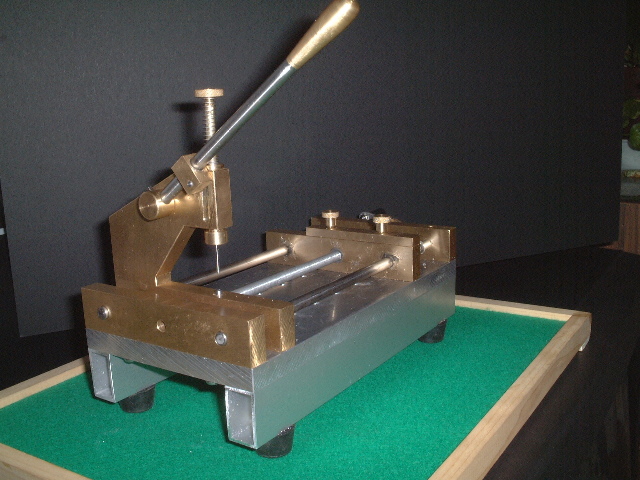
{kind=link}
{kind=link}